


どうも!溶接歴20年のブロです!
この資格を受けるということは基本級合格したことになります!おめでとうございます!!
専門級が取得できたらあなたはさらに会社に貢献できることでしょう!
難易度グンっと!上がりますが、やり方をさえ間違わなければ受かりますので頑張っていきましょう!
✔「試験を受けて落ちてしまった」
✔「練習しても上手く溶接出来ない」
✔「初めて受ける」
上記の方に合格出来るようにお助けできたらなと思います!
使用溶接機

今回はダイヘンのDM350を使いますが
定格出力電流300~350Aの溶接機
デジタル、アナログでも可能です!
最近の溶接機はデジタル化が進みダイヘンのDM350かPanasonicのGR3が代表的な溶接機として使われています。
使用溶接ワイヤー
規格YGW-12 co2用(炭酸ガス)1.2ミリの溶接ワイヤーなら何でも良い。
YGW-11の大電流用ワイヤーは使わないで下さい!試験落ちます!
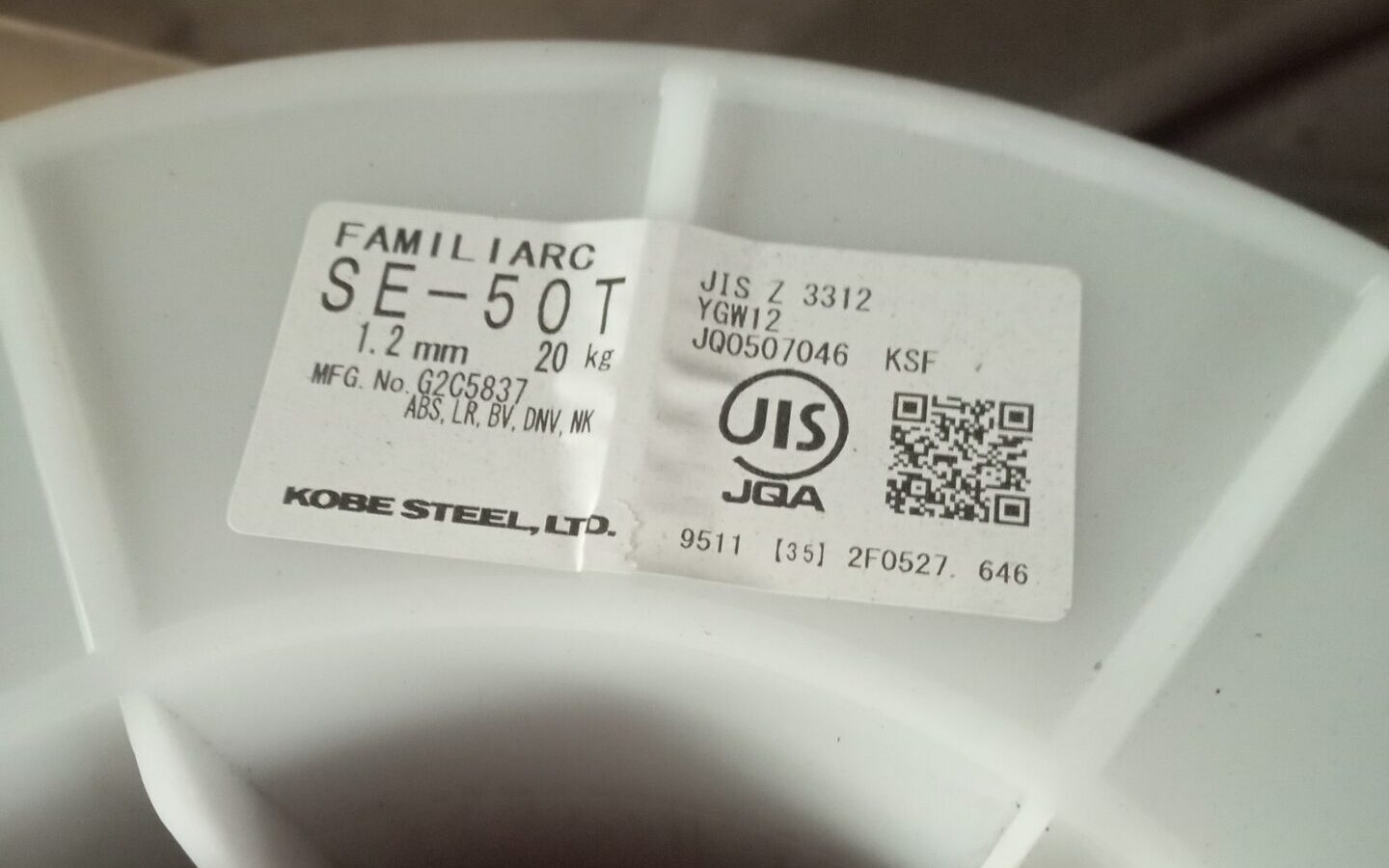
一番おすすめの溶接ワイヤーは神戸製鋼のSE-50Tです。
- チップ融着トラブルが少ない:送給性に優れている
- 安定した溶接ワイヤ品質と高い汎用性:低スパッタで電流範囲が広い
- メンテナンス性の向上:銅メッキ粉の堆積による送給トラブルが少ない
- 適正溶接電流の範囲:50A~280A
使いやすく高スペックなのでおすすめです!
ミルスケール除去
ミルスケールは必ず除去してください!

炭酸ガス流量
15〜20l/min

仮付け溶接(組み立て)
しっかりと狙い確実に溶かし溶接していきましょう。
中板9ミリの裏当て有りの場合は仮付け溶接の電流目安は120A~160Aくらいがやりやすいと思われます。
狙い位置がずれると仮付け溶接がはがれたりするので注意!
仮付け溶接位置
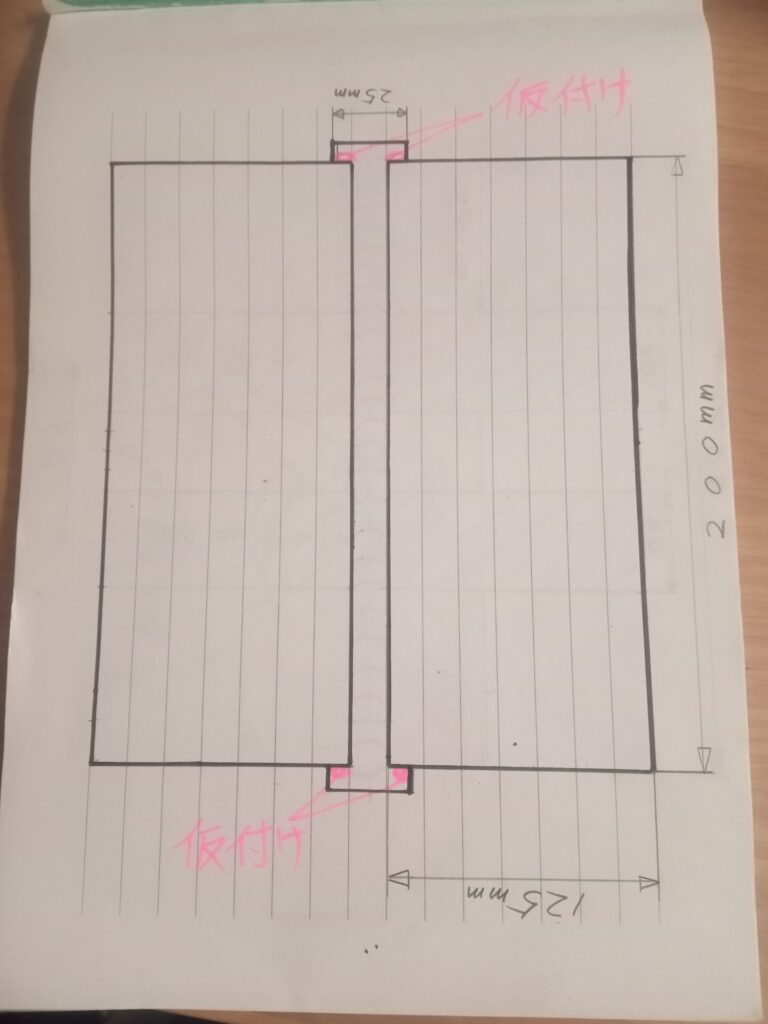
写真の位置に仮付け溶接していきます。参考にしてください!
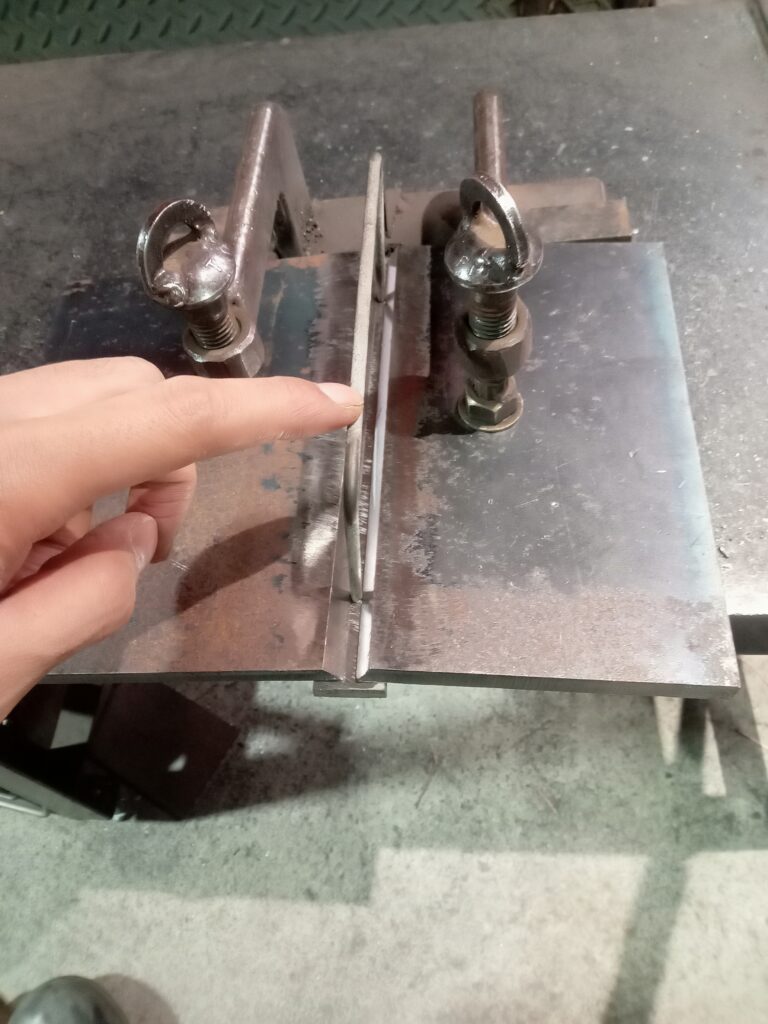
それでは仮付け溶接していきましょう!

写真のように仮付け溶接して下さい!反対側も同じく!
裏の仮付け溶接をする前に下記の写真のように逆ひずみ4度を取ります。

写真のように4度の型があると便利です!
仮付け溶接後4度になる組み立てジグを作る事を推進します!

両サイドに2.6ミリの溶接棒つけたら良い感じに4度になります!
4度にならないジグを使うと何回も叩いて合わせないといけないので大変です!
裏の仮付け溶接位置
両端15ミリ以内!超えるとやり直しさせられます!

溶接を始める前にチェック
始める前に半自動溶接の命!送給力をチェックしましょう!
送給力がゴミなどで詰まっていると電気が不安定になります!
簡単にチェックする方法はこちらをクリック!記事の後半にあります!
溶接材料に溶接する前にT字に組んだテストピースに隅肉溶接を試し出しして、電流電圧が適正か試してみましょう!

平板に出すより分かりやすいので隅肉溶接をしてみて安定するか試してみましょう!
安定するなら良しです!
電流電圧とパス数
| SA-2V | 電流 | 電圧 |
| 1パス目 | 140A〜130A | 21V〜20V |
| 2パス目 | 130A〜120A | 20.8V〜19.8V |
| 3パス目 | 120A〜100A | 20.6V〜19.6V |
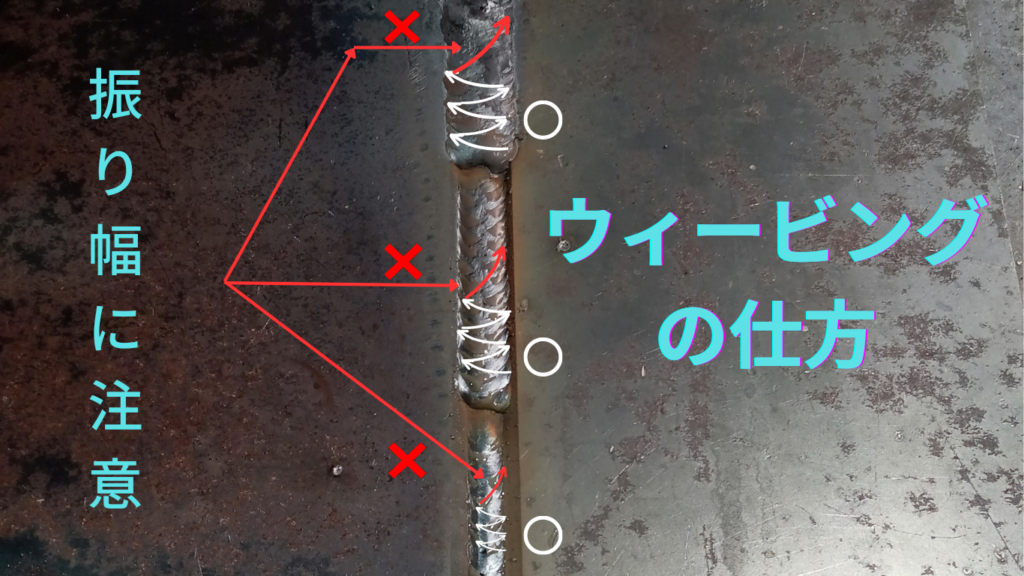
3層でやります!
それでは一パス目いきます
1パス目

電流130A電圧20.9Vに合わせます。一元機能を使います!
ワイヤー突き出し長さ確認!

取り付け位置確認

取り付け位置間違えると腕プルプルしちゃうよ!
最初少しやりにくく、後半は楽になるようにするのがポイント!
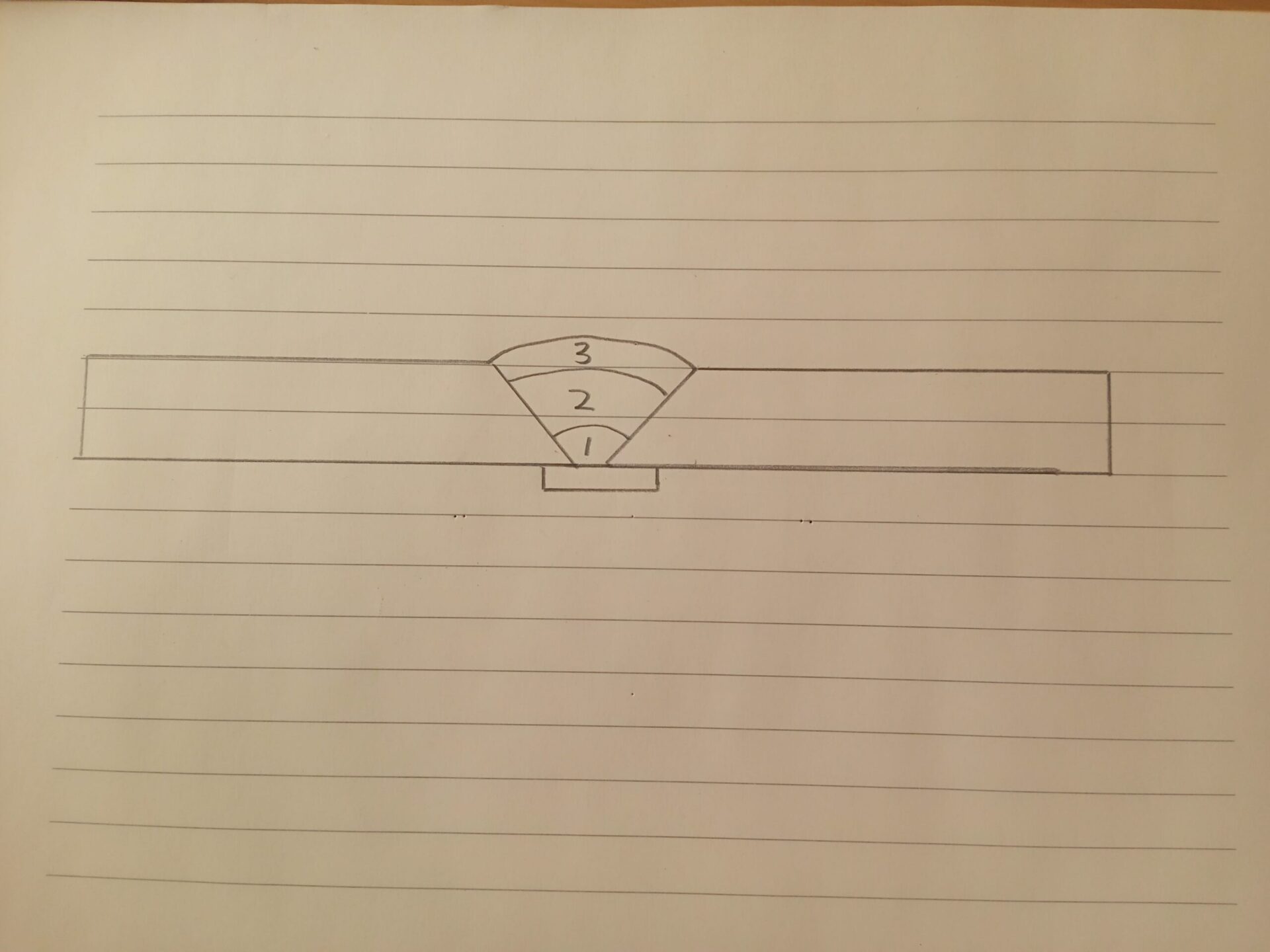
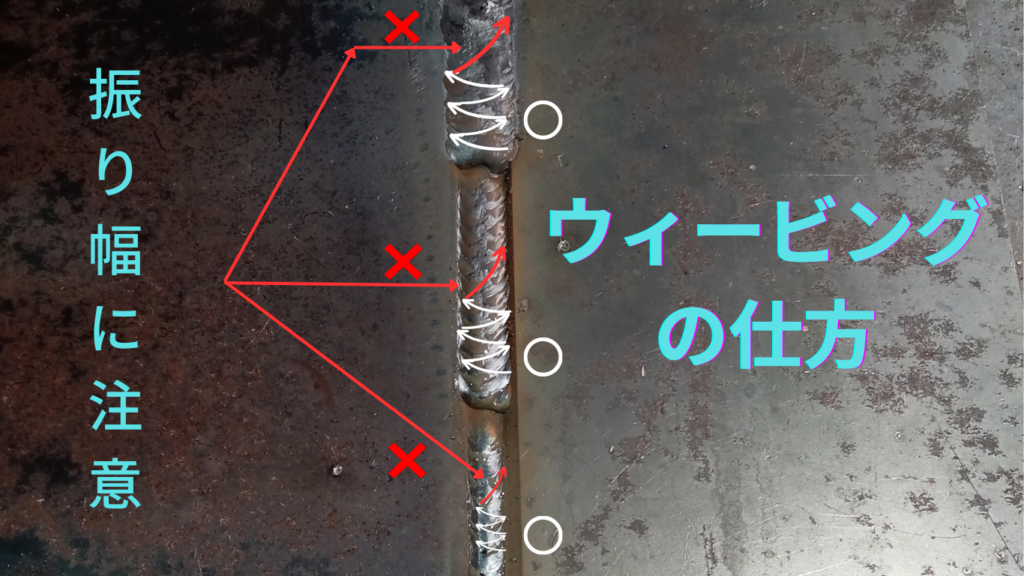
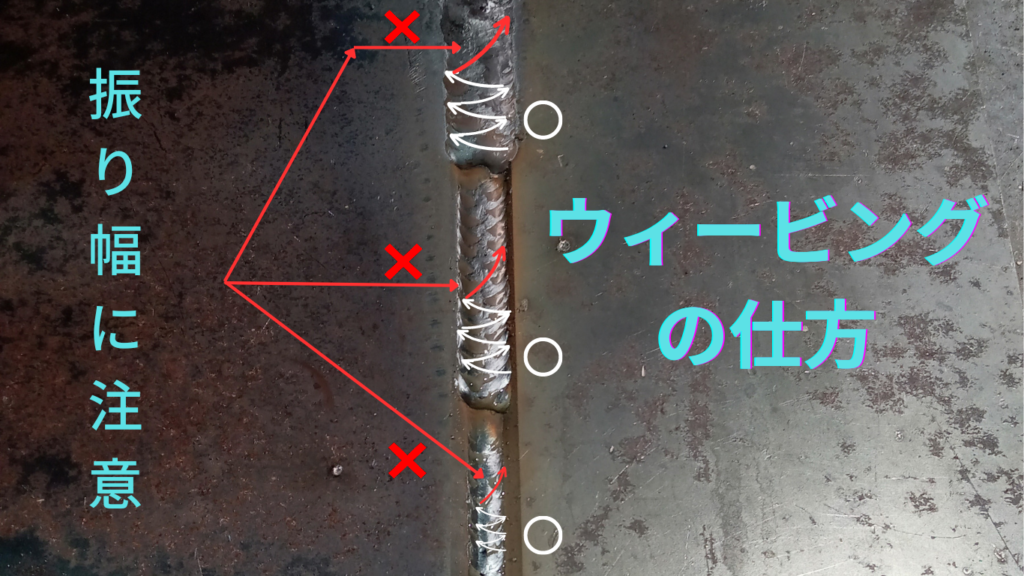
ウィービングは色々あるけど左右にジグザグに動かすのが一番簡単!
アークでしっかり開先の先と裏当て金を溶かします!裏曲げあるから気をつけて!
両肘を両太ももにつけながらやると安定するよ!3ミリくらいを盛ることを目標に頑張ります

以外に垂れないんですよね!不思議ですよね!

下向きの時と同じ要領でスラグを取ります!
電気が低いので溶かしきれないと内部欠陥になるので綺麗に取ります!

ワイヤーブラシも使ってゴシゴシしてね!
2パス目

リモコンの電流ダイヤル回し約120Aに合わせます!
ワイヤー突き出し確認!
ウィービング確認
2パス目は、1パス目の溶接のキワをアークでしっかり狙います。
最後のパスをキレイに溶接するには開先を1~2ミリ残します!理想は2ミリ!
ここの段階で盛りすぎるとでっかい芋虫みたいになるから注意だよ!

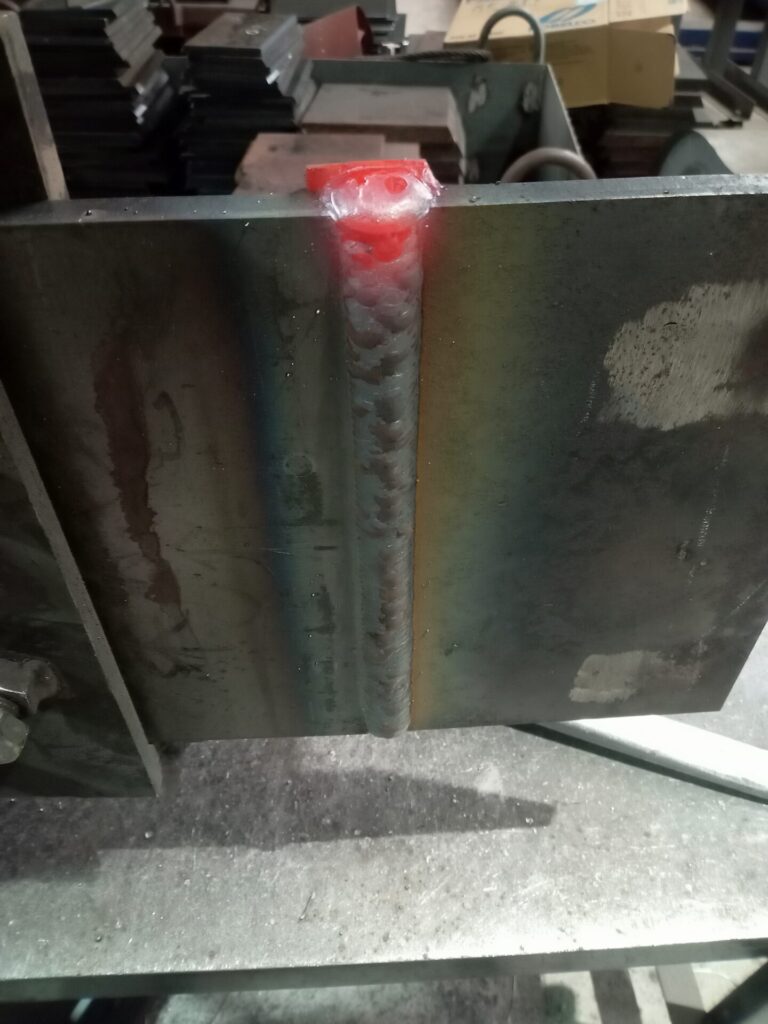
こんな感じ盛ります。

ノズルこんなんなったら掃除してね!理想はノズル二つ用意したらいいんですけどね!
アツアツだとなかなか取れなくてペンチでガリガリやらないと取れないんです。

キレイにしたら溶接のスラグもキレイに取りましょう!
2パス目からスラグが硬く取れにくくなるけど頑張って取りましょう!

カンカン!ガリガリ!

ワイヤーブラシでゴシゴシ!

次はいよいよ最終パス!!
3パス目

リモコンのダイヤルを回し電流を約110Aに合わせます!
ワイヤー突き出し長さ確認!
ウィービング確認
最終パスは表曲げがあるから半分から下はアンダーカットに注意!!
2パス目で残しておいた開先部分にアークをしっかり当てて登ります!
ウィービングする時は自分がメトロノームになったつもりでテンポよくやるとキレイにつけれますよ!

開先残存は不合格になるので気をつけて溶接しましょう!始端部の溶接は動画が参考になるので見て下さいね!
こんな感じであとは、スパッタ、スラグ落として、ワイヤーブラシで磨いて提出してください!
YouTube動画
本番、本番前日までに気をつけること
- 本番時にアース、作業台のボルト部分がゆるんでいないか確認
- 本番時にチップ、ノズル、オリフィスは新しい物が付いているか確認、使い古した物がついていたら、交換する。
- 機械持ち込みの場合は前日までに送給力を確認すること、ガスホースに穴が開いてないか点検する。
下向きに比べると一気に難易度あがりますよね!最初はできなくて当たり前です!何回も練習することで出来るようになります!
動画と記事を見ながら練習してみて下さい!組み立てから溶接終わるまで20分以内で終わらせる努力をしましょう!毎度ストップウォッチを使って練習すると良いでしょう!
やり方は色々ありますが、僕のやり方は受けた人が確実に受かるように研究した結果このノウハウになってます。
本番は緊張しますが、是非参考にして頑張ってください!!
参考になった方、ブックマーク、シェアしてください!よろしくお願いいたします。


コメント