


どうも!buroです!
今回のテーマは誰も話さなかった溶接技術競技会のノウハウを僕が話します!
- 「全国大会出てみたいけど結果が出ない」
- 「全国出てる人ってどんな溶接条件なんだろ?」
気になる人いるんじゃないでしょうか!
鉄工所に勤め溶接歴20年、全国溶接技術競技会5回出場(入賞あり)、地区大会2度の優勝経験、準優勝1度経験している僕が大会のノウハウを全て語ります。
このやり方があなたに合うかは分かりませんが、試してみる価値はあると思いますし、結果が出ていないのであれば参考になる場所が必ずあるはずです!
自分の中では800満点中つき進めれば790点は越えられる内容です!
仮付け溶接、溶接条件、初層から最終層までのやり方、気をつけるポイントを中板と薄板の両方を話していきます!
この記事を最後まで読めば競技会のノウハウが分かります。
追記です!今回から細径ノズルが使用できます!絶対使った方が良いです!
2023年6/17追記です!自分は3パス仕上げでやることにしました!
中間層から仕上げまでは電圧を1v上げるとビードが平らになり綺麗になるかと思います!
多少の変更ありますので、詳しく知りたい方はインスタのDM下さい!
追記です!アーク特性について!
因みに去年の全国大会に向けて練習していた時はアーク特性は裏波出す時だけ使用していましたが、スタートから邪魔板まではアーク特性はなし、繋からはアーク特性−20でやってました!(DM350の条件)ウェルビー使用時アーク特性は繋から後半は-1〜-3入れて練習しています!DM350とウェルビーのアーク特性の入り方は別物なので注意です!それと溶接する場所で電源特性は変わります。僕が設定している数値はあくまでも目安にしてください!場所によっては電気合わなくなります!色々練習して進化するとアーク特性の入れ方も変わっていきました!
仮付け溶接(組み立て)
仮付け溶接はしっかりやらないと、スタートした時に縮まって板の隙間がなくなってしまったりする危険性があります!
僕なりの適正な仮付け溶接(組み立て)の仕方を説明します。

突っ込みどころ満載のジグですが(笑)4点で押さえてるんで動きません!
電流電圧は中板も、薄板も80A、17.8Vです。
あまり電流を上げると開先部分に入り込みすぎて
仕上げに影響出ちゃいます!気をつけて!
中板組み立て
中板の仮付け溶接は、左に1回、右に1回を2回くり返し、計5〜6回で隙間を埋めるように仮付け溶接してます。

写真用なのでミルスケールは除去してません。本番は必ず落としてください!

うす板組み立て
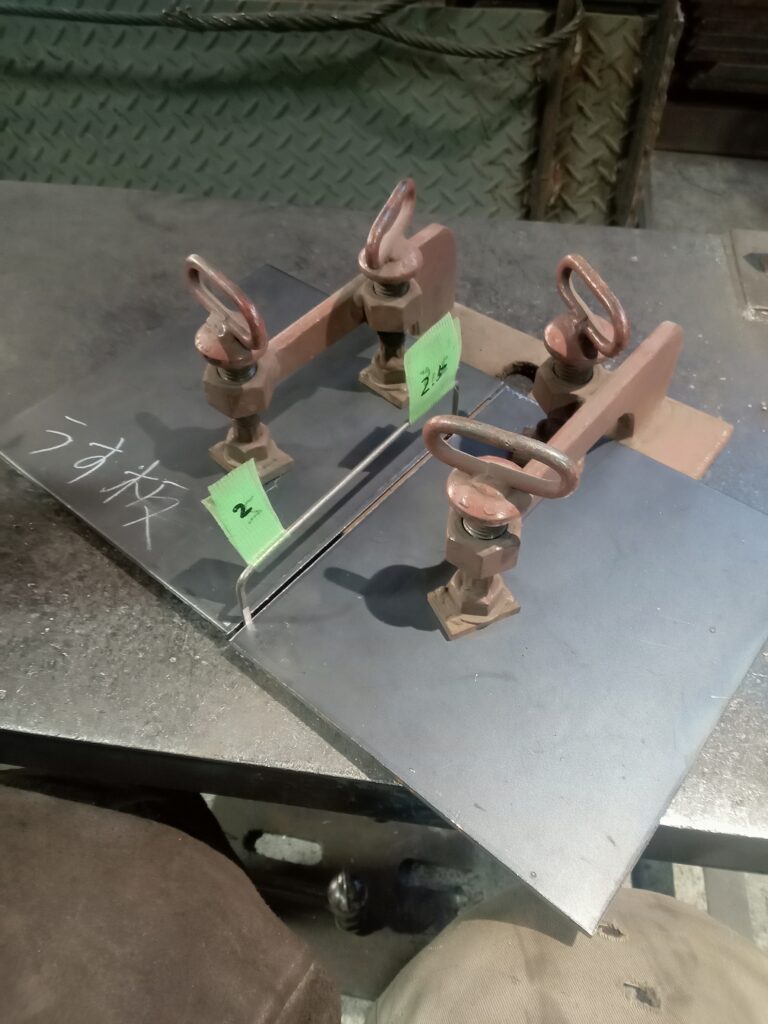
薄板の仮付け溶接は中板同様のやり方で、計3〜4回で隙間を埋めていきます。

溶接条件
| 中板9㍉ | SN-2H | 薄板4.5㍉ | SN-1V |
| 開先角度 | 30度 | 開先角度 | 30度 |
| ルートフェイス | 両方 0.5〜1㍉ | ルートフェイス | 両方0.2㍉ |
| ルートギャップ | 3.5㍉→3.7㍉ | ルートギャップ | 2㍉ →2.5㍉ |
| 逆ひずみ | 3度 | 逆ひずみ | なし |
上記のルートギャップは溶接棒をヤスリがけして作ったゲージを使用しています。
仮付け後の値ではありません!
溶接を行うときは狭い方からやるのが基本!!
やってる最中に縮まりますからね!
| 中板 | 本電流 | 電圧 | 初期クレータ | 電圧 | クレータ | 電圧 |
| 1パス目 | 84A | 17.6V | 無 | 無 | 100A | 17.6V |
| 1パス目繋ぎ | 110A | 18V | 135A | 18.2V | 84A | 17.6V |
| 2パス目 | 160A | 18.4V | 無 | 無 | 180A | 19V |
| 3パス目 | 160A | 18.4V | 無 | 無 | 180A | 19V |
| 4パス目 | 140A | 18V | 無 | 無 | 無 | 無 |
| 5パス目 | 140A | 18V | 無 | 無 | 無 | 無 |
電流電圧は使用状況、機械によって変わるものなので
あくまでも目安にしてください!
使用溶接機

ダイヘンDM350Ⅲ
welbeeの方が機能は良いが45分になってしまったので、使いたい機能を全て使うと時間が間に合わなくなるので僕はDM350に切り替えました!
溶接機いじっている時間がもったいないと思いました!
前の55分の時は良かったですけどね!
溶接機の機能
F機能の溶接結果表示時間は、1秒にしておきましょう!
初期設定は確かですが、20秒になっています。
なぜ1秒にするのかというと、パパッと電流変えて次の溶接しなくてはならないのにこの機能が働いているときはダイヤル回しても表示されないんですよね!
普通に時間もったいないです!
Fボタン長押し→F1が点滅→右上の青と黒色の丸いダイヤルを回し、F8に合わせFを押す→右の数字は秒数なので1に合わせる→Fを長押しで設定完了です。
僕の最終層のやり方はワイヤー送給速度をスローダウンさせたくないので、F13のクイックスタート処理をONにしてください。
この機能は0.5秒以内にトーチスイッチを押すことで、本送給のワイヤ速度でスタートさせれる機能です。
始める前に送給力チェック
大会の溶接はかなり繊細な溶接です!
送給力の確認をおこたると電流、電圧が安定しなくなり溶接が上手く出来なくなります。
簡単にチェックできる方法があるのでこちらの記事を始める前に見て下さい!
中板1パス目(初層)
- 競技材の高さ
- アーク特性
- 進行方向
- 邪魔板は正面向かって左側
- 個別と一元
- ウィービングの仕方
- 体勢
- ワイヤーカット
- 後退法
- 狙い位置
- 邪魔板付近の対処
競技材の高さ
猫背気味で、右利きの方は右ひじを右太ももに当てた時に開先が見える位置
なおかつ、最終パスを溶接するにの辛くならない位置
アーク特性

アーク特性は重要な機能です!ここを制す者は裏波を制します
入れないと裏波の波が綺麗に揃いません!
100A以下はアーク特性はマイナスにした方が良いとされます。
目安は色々試しましたが、−40〜−65くらいまでは入れてください!
尚、2パス目以降はアーク特性は0に戻してください!
このまま2パス目以降、電流を上げたまま溶接するとアークがハード過ぎて電気が安定しません!
アーク特性を0のままやるのと-40〜65とやり比べた結果は、電流が今回のような80Aくらいだとマイナスに入れた方が
- 電気も安定
- ビードの波が細かい(ビードが馴染み一体感がある)
という個人の見解でマイナス側に入れています。
追記です!説明不足だったので😓アーク特性は場所が変わると電源特性も変わるので、その場所に合った数値にする必要があります!最近色々練習してますが条件によってはアーク特性はあまり入れない方が安定することが分かりました!
本番の会場で上手く電圧調整が出来ない時、アーク特性の数値を変えるといつもの練習に近い電気で溶接することも出来た経験もあります!
僕は最近、中板の1パス目はアーク特性を0にし、繋からアーク特性を−20にしています!
繋から-20入れる理由はビード幅の広がりを少し抑えたいからです!マイナスにアーク特性を入れることでプールをギュっと引き締められるんです!どうしても始まりと終わりのビード幅が合わなくて、こうすると上手く出来ました!
進行方向
左から右に進む。
1パス目は同一方向でなくてはならない。
邪魔板は正面向かって左側
右利きの人は邪魔板は正面向かって左に取り付ける。
中断して再スタートする時に邪魔板を支えにして、手ブレを防ぐため左側に取り付ける。
個別と一元
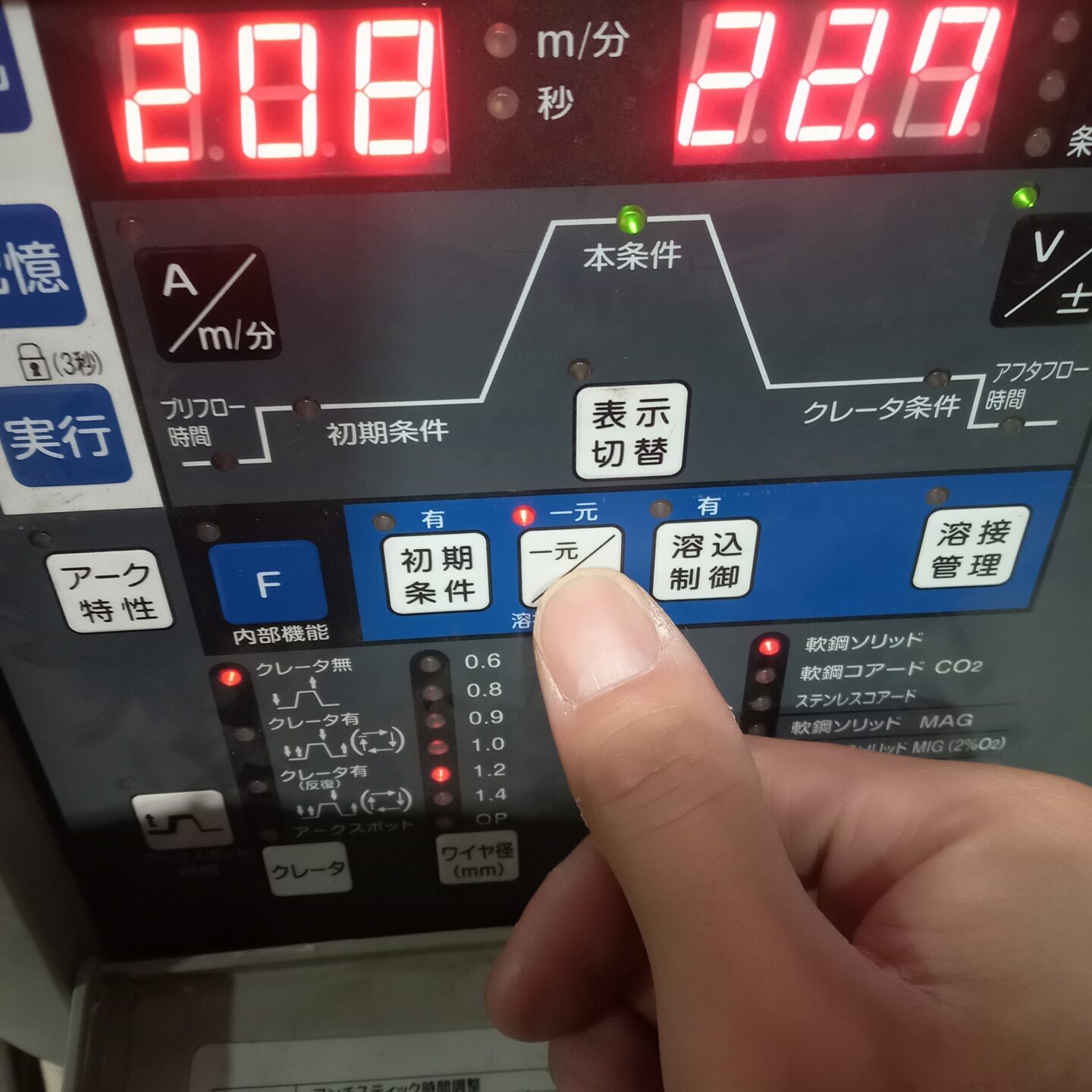
必ず電流ダイヤルを回すと一緒に電圧がついてくる一元にしましょう。
今回の種目から時間が55分から45分になったため少しでも時短になるからです。
個別機能を使うと一回一回電流電圧を合わせないといけないのでオススメしません!時間がかかります。
ウィービングの仕方
初層のウィービングは左斜め上(振り幅0.5ミリくらい)から右下(振り幅1ミリくらい)を繰り返す!
極力振らないようにします。
あまり開先側にウィービングすると裏波の上部がアンダーカット気味になるので注意!
体勢
体勢は猫背気味で、右利きの方は右ひじを右太ももに当てる。
脇をしめて左手は右手に添えて両手で行う。邪魔板には必ず手を当てて下さい。
こうすることで手ブレを防ぎます!本番震える人は要チェック
ワイヤーカット

ワイヤーカットは必ず斜めに切ること。
斜めに切ることでパンパンパン!とスタートできない現象を防ぐことができます。
後退法(後進法)
左端から後退法でスタートします!
後退法にする理由は溶け込みが深くなる。曲げに強くなる。
開先内を前進法で進むと溶け込みが浅く、ブローホールの原因になるため。(NG)
ならない時もあるがリスクがあります。
見た目は綺麗につくんですけどね!
狙い位置
トーチはやや上向き(5度くらい)で開先の先の1ミリくらい手前を狙う感じで進む。
開先の先を狙いすぎると抜けます。
邪魔板の対処
邪魔板から10ミリ付近になったら本電流84Aからクレータ100Aに切り替える。
後退法から進んでくと邪魔板付近でトーチ角度が後退法から→真っ直ぐ→前進法になり裏波の出方が均等にならなくなってしまうため、クレータ電流を高めにすることで、裏波を均等に出す。
クレータ電流を高めにしないと裏波の幅が邪魔板に向かうほど狭くなる。
邪魔板に右手をぶつけ支えながら進みノズルがぶつかったらそのまま邪魔板にノズルを当てながらスカラップの中に進む!
この時最低でも邪魔板の9ミリの板厚の中に溶接を収めて下さい!
やりづらいが無理していけばいくほど繋が楽になる。中断するときは必ず5ミリ以上は戻って下さい!
戻らないとクレータにピットができます。(ウィービング参考動画に戻る所まで見れるので参考にしてください!)
戻るときに開先側の方に戻ると裏のクレータ周りがアンダーカット気味になるので注意!
追記ですが、このクレータの処理の仕方だと裏曲げで小さいですが、割れが入ってしまいました!
色々試した結果おそらく急冷が原因です!
対策としてただ折り返してクレータを処理をするのではなくさらにもう一往復して頂ければ割れが入らなくなったんで試してみてください!!
そうすると少しビードに厚みが出来てしまうので、初期クレータの電流を少し上げて調整してみて下さい!
そして、中断時の裏波のクレータ部分にアンダーカットしてしまう方は電圧を下げ気味にするとカットなくなります!
例→クレータ処理の電気 94A17.4V 電圧が18Vくらいでカットするなら0.6Vくらい下げる


再スタート
中断した部分のスラグをクレータ周りだけ裏と表を取る。
中断位置のクレータの先5ミリ手前くらいから初期クレータ電流130Aでスタートし、できるだけ余盛は溶接の際に被らないようにする。
予熱することで裏の繋ぎの溶接が綺麗に被ります!
クレータの先に進んでワイヤーが到達したら裏に出てる音を確認しながら1秒くらい止まる。
そしてすぐに本電流110Aに切り替え左斜上(振り幅0.5ミリくらい)、右下(振り幅1ミリくらい)にウィービングを2回繰り返す。
この時のウィービングは1秒間で左斜上(振り幅0.5ミリくらい)
から右下(振り幅1ミリくらい)の
ウィービングしてます!これを2回するということです!
馴染ませてからクレータ電流84Aに切り替え後退法のまま進み始端部へ



2パス目(2層目)
- スラグ
- 進行方向
- 電流
- ウィービングの仕方
- 邪魔板対処
- 終始端部
- 開先を残す
スラグ
X線に影響が出るため、一層終わった後のスラグは全て除去する。
尖ったケガキ針を使うと取りやすい。
進行方向
後退法で左から右に進み邪魔板の中で中断
↓↓↓
右から左に進み邪魔板の中で繋ぐ
電流
電圧は一元で合わせている過程で話しているので省きます。
最初に合わせた電圧はいじらないで電流のみ上げ下げしてください。
本電流160Aで邪魔板付近はクレータ180A
時短のため高めに設定します。
クレータ電流を上げる理由は2つ
- 邪魔板の付近は前進法になり溶け込みが浅くなる(X線対策)
- 1パス目の再スタートしたところはラップ気味になるので電流を上げることで完全に溶かすことが出来ます。
ウィービングの仕方
左右のウィービングか振らないでストリンガーウィービングで行う。
邪魔板対処
邪魔板にノズルをぶつけながらなるべく奥まで溶接すると繋ぐ時に楽
↓↓↓
右から左に進んで真ん中で繋ぐ時は、やりづらいがなるべく前進法にならないように注意しながら進む。
邪魔板のクレータは少し凹ませる事で最終層の邪魔板部分の溶接が3㍉以下に抑えられる。
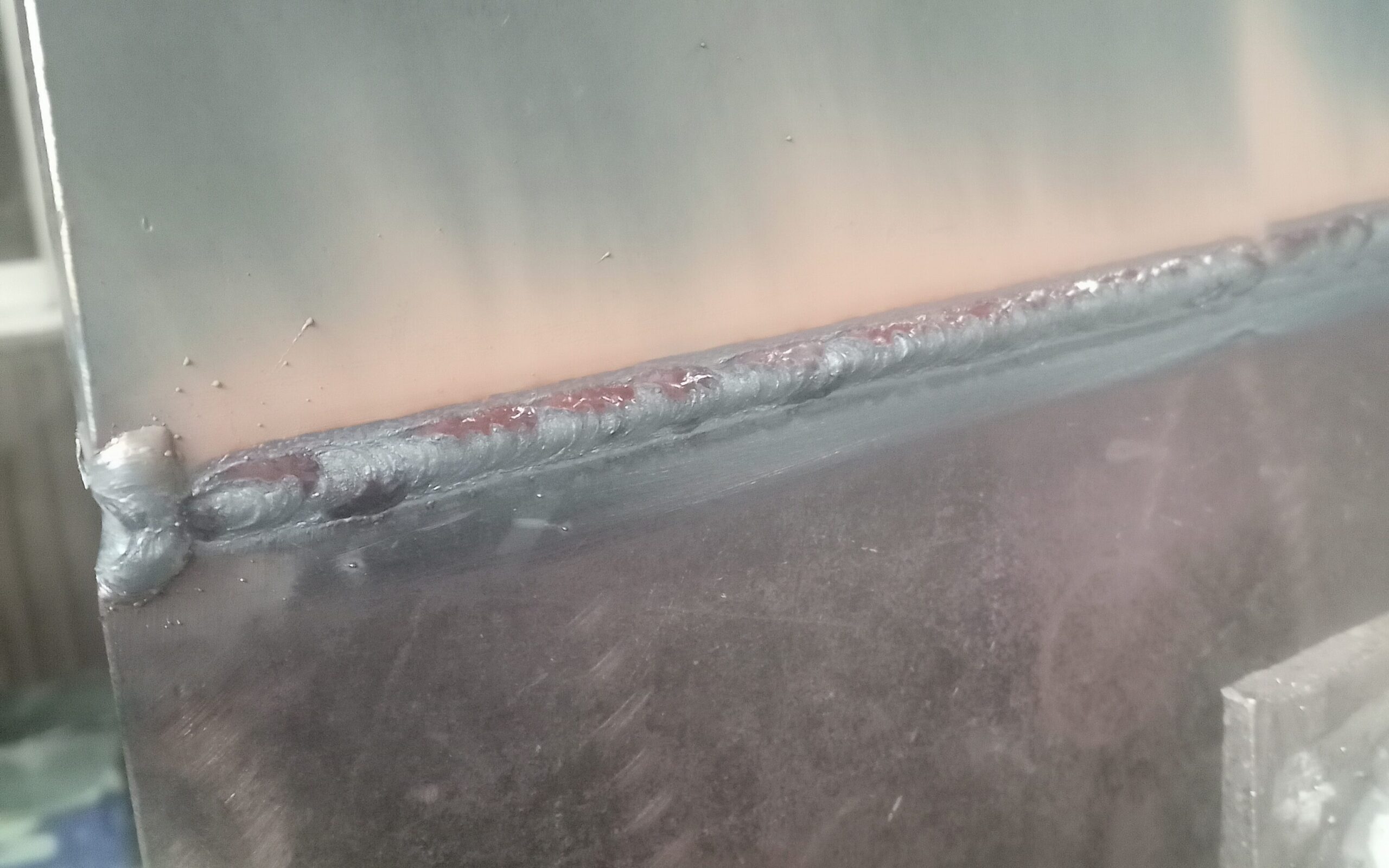
終始端部
2層目からは最終層に影響が出るため、中途半端な溶接ではなくしっかりと盛る。
瘦せ気味で盛ると、最終層の端部がのど厚が出なくて減点されます。
開先は残す
開先は1㍉~1.5㍉は残すようにします。でなければ最終層の余盛が3㍉超えてしまうため。

3パス目(2層目)
- スラグ
- 進行方向
- 電流
- トーチ角度
- ウィービングの仕方
- 邪魔板対処
- 終始端部
- 開先を残す
スラグ
X線に影響が出るため、2パス目上部の余盛の溶接が被る部分を素早くケガキ針で取る。
熱が入っているうちに素早く溶接したいため全部取る必要はないです。
進行方向
後退法で左から右に進み邪魔板の中で中断
↓↓↓
右から左に進み邪魔板の中で繋ぐ
電流
2パス目と同様で、本電流160Aで邪魔板付近はクレータ180A
時短のため高めに設定
クレータ電流を上げる理由は邪魔板付近は前進法になるのと、1パス目の再スタートしたところはラップ気味になるので電流を上げることで完全に溶かすことが出来ます。
トーチ角度
開先の残りを少なくしたいためトーチを若干上向き(5度くらい)にする。
ウィービングの仕方
2パス目と同様で、左右のウィービング、もしくは振らないでストリンガーで行う。
邪魔板対処
邪魔板にノズルをぶつけながらなるべく奥まで溶接する。
↓↓↓
右から左に進んで真ん中で繋ぐ時は、やりづらいがなるべく前進法にならないように注意しながら進む。
邪魔板のクレータは少し凹ませる事で最終層の邪魔板部分の溶接が3㍉以下に抑えられる
終始端部
2パス目と同様で、2層目からは最終層に影響が出るため、中途半端な溶接ではなくしっかりと盛る。
瘦せ気味で盛ると、最終層の端部がのど厚がなくて減点されます。
開先を残す
開先は0.5㍉~1㍉くらい残すようにします。
残し過ぎると最終パスがアンダーカットします。
できれば0.5ミリが望ましいです。
最終パスが大分やりやすくなります!


4パス目(最終層)
- スラグ
- 進行方向
- 電流
- ウィービングの仕方
- 邪魔板対処
- 終始端部
スラグ
X線で影響出てしまう可能性があるので、全て除去する。
進行方向
左から右に進む。
電流
本電流140A
ウィービングの仕方
真ん中の2パス目と3パス目の余盛の際から1㍉上の位置くらいからスタートし、1回1回切りながら左斜め上から右下へウィービングする。
必ず余盛が赤いうちに重ねるイメージ
余盛を3㍉超えないように意識する。
邪魔板対処
邪魔板にノズルを当てながら邪魔板の真ん中まで溶接し中断
↓↓↓
余盛が赤くなっているうちに再スタート
終始端部
余盛が瘦せてしまうと減点されるので切りながら溶接を繰り返し余盛がしっかりと盛れているか確認する。

写真用に止めていますが余盛が赤いうちにすぐ溶接してください!
5パス目(最終パス)
- スラグ
- 進行方向
- 電流
- ウィービングの仕方
- 邪魔板対処
- 終始端部
スラグ
最終パスの溶接が被る所までスラグを除去する。
進行方向
左から右に進む。
電流
本電流140A
ウィービングの仕方
上部の開先の残った部分からピンポイントで狙い、1回1回切りながら左斜め上から右下へウィービングするを繰り返す。
余盛が赤いうちに盛る
この時4パス目の余盛の半分まで被せた方が外観が良くなります。
余盛を3㍉超えないよう意識する。
邪魔板対処
邪魔板にノズルを当てながら邪魔板の真ん中まで溶接し中断
↓↓↓
余盛が赤くなっているうちに再スタート
終始端部
余盛が瘦せてしまうと減点されるので切りながら溶接を繰り返し余盛がしっかりと盛れているか確認する。


前進法で埋めていた時は3回中一回折れました。溶接のキワからいっちゃってます。
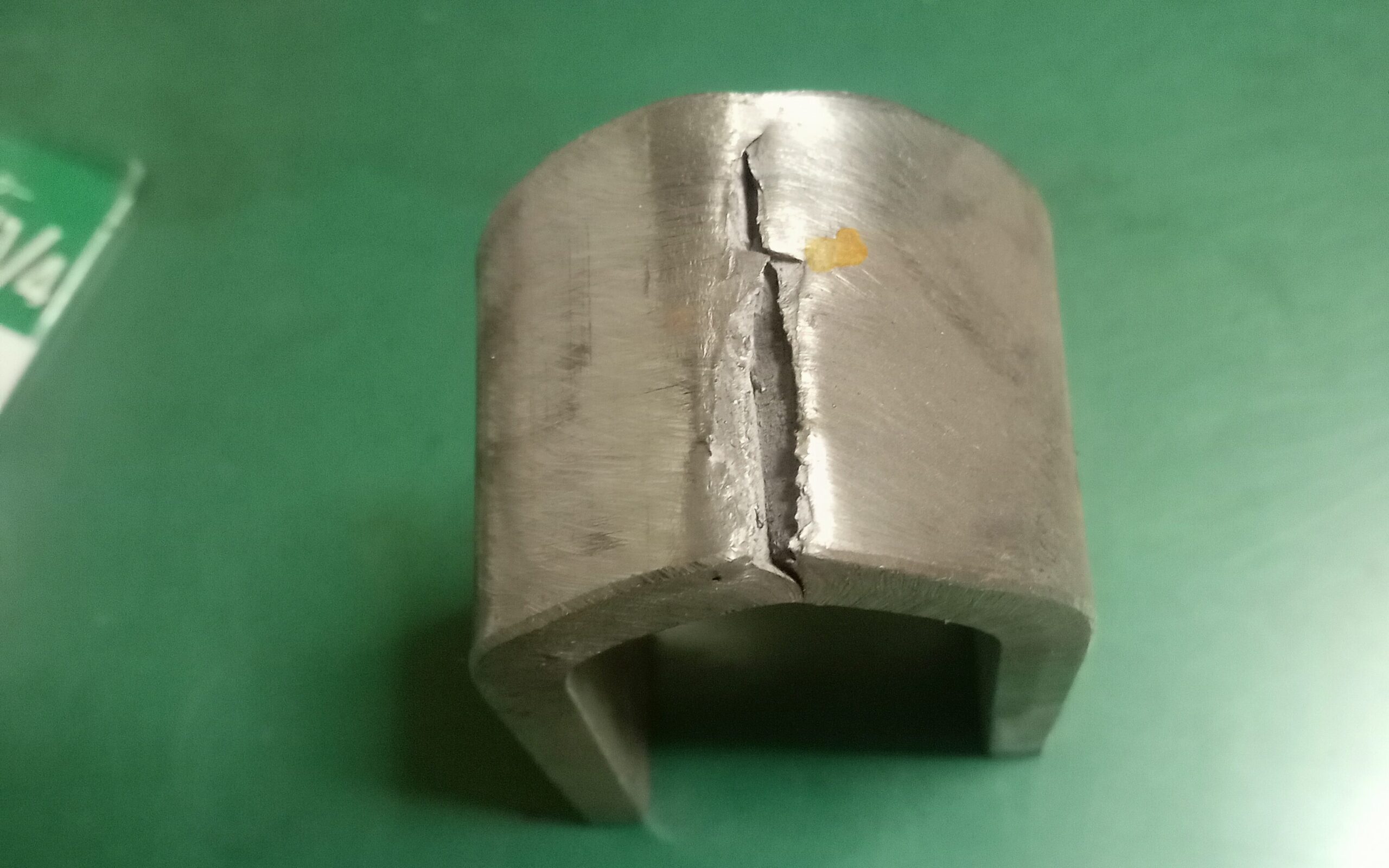
後退法は3回やっても折れなかったですね!
溶接のキワに0.1ミリでもアンダーカットがあると減点されていくので気をつけてください!
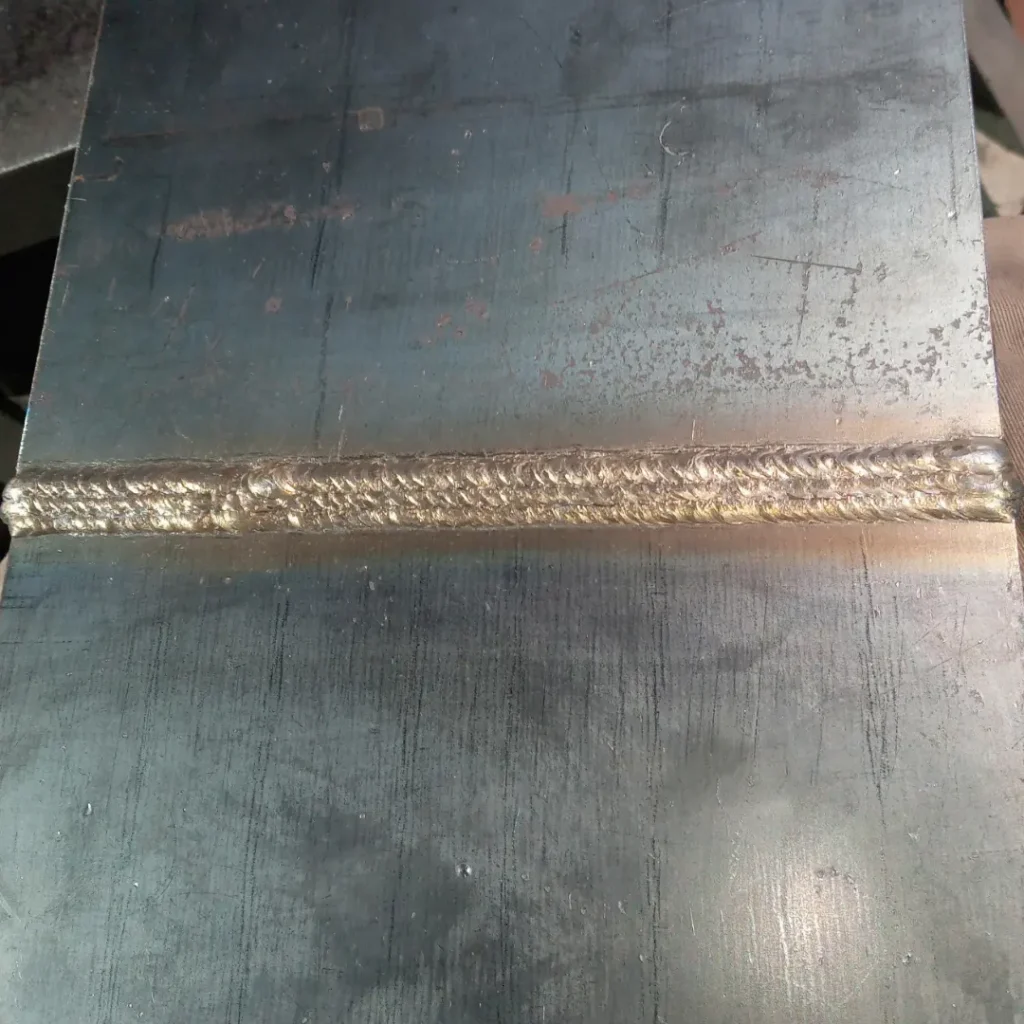
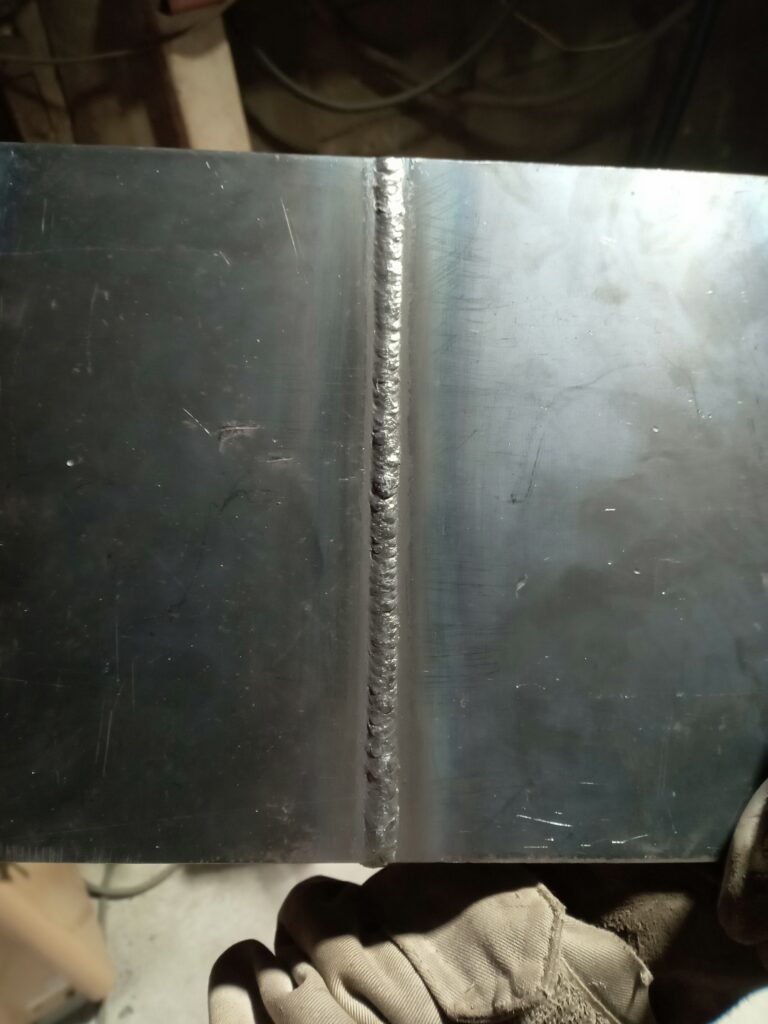
中板3パス仕上げ
下にある画像は試しにやった3パス仕上げで、溶接条件は最終層以外同じです。
- 逆ひずみ4.5度
- 最終層の本電流は120A、クレータは130~140A(邪魔板付近はクレータに切り替える)
ビードに波目を付けたいなら円を描くように
ウィービングしてみたり、左右に振ったりすると
波目が出来ます!
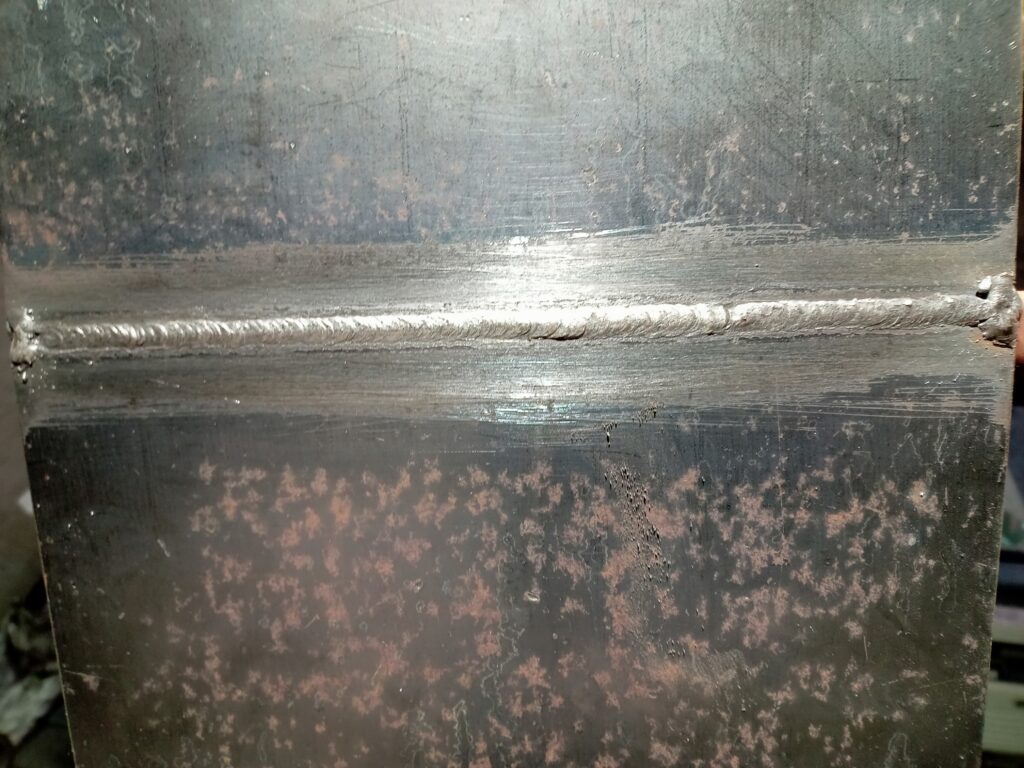
個人的には2パス仕上げは曲げに弱いと思います。
3パス仕上げの方が曲げに強い。
ですが、3パス仕上げで表面3ミリ以下に抑えるのが非常に難しい。2パス仕上げは3ミリ以下に抑えられるし・・・
もはやどっちを取るかは好みです!
あなた次第です!!
中板YouTube動画
薄板
| うす板 | 本電流 | 電圧 | 初期クレータ | 電圧 | クレータ | 電圧 |
| 1パス目 | 80A | 17.6V | 120A | 18V | 90A | 17.8V |
| 1パス目繋ぎ | 80A | 17.6V | 120A | 18V | 90A | 17.8V |
薄板1パス目
- アーク特性
- 競技材設置高さ
- 進行方向
- 電流
- トーチ角度
- ウィービングの仕方
- 体勢
- 邪魔板対処
アーク特性
−40~−65の範囲で入れる
競技材設置高さ
自分が中腰で立った時に邪魔板を見下ろせる位置で溶接できる高さにする。
あまり上げ過ぎると邪魔板より下側の溶接がやりづらくなるのでやりやすい位置に合わせてください!
進行方向
下から上
電流
本電流80A、初期クレータ120A、クレータ90Aに合わせる
初期クレータは中断後すぐ使わないといけないため最初から合わせる必要があります。
トーチ角度
真っ直ぐよりやや上向き(5度〜10度くらい)
ウィービングの仕方
左右のウィービングを繰り返し上進する。
ワイヤー突き出しが長すぎですね!もう少し短く
体勢
猫背気味から邪魔板に近づくと同時に背筋を伸ばしていく
邪魔板対処
邪魔板10㍉付近で本電流の80Aからクレータの90Aに切り替え、邪魔板にノズルをぶつけながら行ける所まで行く。
角度がきつく前進法になるため、クレータ電流を上げる事で裏波の出方を調整する。
1パス目繋ぎ
- 態勢
- 邪魔板対処
- トーチ角度
- ウィービングの仕方
- 端部
態勢
中腰で立って両脇をしめる
邪魔板対処
余盛が赤くなってるうちにすぐ立って、初期クレータ120Aで余盛を狙い一瞬すき間を狙い裏に出る音を確認し、上進する。
トーチ角度
邪魔板から下の溶接で行なった角度(5度〜10度)でなるべく行うこと。
邪魔板から下と上で角度が違うと裏波の出方が変わるため。
ウィービングの仕方
左右のウィービングを繰り返し上進する。
端部
余盛が痩せると減点されるため、様子を見ながら溶接すること。
切りながら溶接すると良い。

特にうす板はウィービングの仕方やアーク時間で別物になってしまうので、もしこの条件が合わなければ、電流変えてみたり、ギャップ変えたり色々やってみてください!
薄板YouTube動画
まとめ
・ 本電流、初期クレータ、クレータの3つを使いこなす
・ アーク特性は裏波の時だけ入れる
・ 中板は邪魔板付近以外はトーチ角度は基本的に後退法
・ ストップウォッチを使い時間を測りましょう!
溶接機の設定から仮付け溶接、中板と薄板合わせて35分を目安に溶接を終わらせ、残り10分で清掃する。
日々のトレーニングが大事です。
大会では1点で順位に差がでます。練習で100%出来なければ本番100%なんて出来ません!日頃の練習が大事!できないのなら、できるまでやればいいんです。
このデータの電流電圧も僕の会社の溶接機の表示です。
あくまでも目安ということをご理解ください。体勢の話も、体のつくりが皆さんバラバラなので参考程度に!
応援しております!
参考になった方、面白かったと思った方はブックマーク、シェア宜しくお願いいたします(^o^)

コメント