


buro
下記に中板だけに必要な外観合格基準をまとめました!下記の1.1と、1.2の審査基準表を確認してください!
板の試験材の判定は終、始端部の15ミリを除く欠陥が密に連続した100ミリの中間部と、終、始端部の15ミリを合わせた範囲に分けて判定。
1.1 中央部の欠陥が100ミリの欠陥を対象にした審査基準表
| 欠陥の種類 | 試験面 | 評価の対象となる欠陥 | 不合格基準 |
|---|---|---|---|
| ①ビード幅 | 表 | 幅30ミリまで | あってはならない |
| ②余盛高さ(ビード高さ) | 表 | 5ミリまで | 5ミリの高さが断続的に10ミリの長さまで |
| ③のど厚不足(開先埋め不足) | 表 | 0.5~1ミリまで | 程度の特に悪い欠陥だと10ミリまで |
| ④ビード不整(表面の凹凸) | 表 | 任意の25ミリの間に3ミリまで | 任意の25ミリの間に3ミリの凹凸が3ヶ所まで |
| ⑤ビード不整(幅の不揃い) | 表 | 任意の50ミリの間に5ミリまで | 任意の50ミリの間に5ミリの凹凸が1ヶ所まで |
| ⑥アンダーカット | 表 | 0.5~1ミリまで | 程度の特に悪い欠陥だと10ミリまで |
| ⑦オーバーラップ(オーバーハング) | 表 | フランク角90度 長さ3ミリ以上 | 長さ20ミリまで |
| ⑧割れ | 表 | クレータ割れ | 長さ5ミリまで(クレータ割れ以外はあってはならない) |
| ⑨貫通孔(ピット、ブローホール、ピンホール) | ー | 大きさに関係なく扱う | あってはならない |
| ⑩角変形 | ー | 変形角度 | 5度まで |
| ⑪目違い | ー | 1ミリまで | 1ミリの高さが断続的に25ミリの長さまで |
表のように細かく基準はありますが、試験会場の審査委員の主観が入ることがあり、大目に見てくれる場合が多い印象があります。
1.2 終、始端部の審査基準表
| 欠陥の種類 | 試験面 | 評価の対象となる欠陥 | 不合格基準 |
|---|---|---|---|
| ⑫開先面の残存 | 表 | 深さに関係なく扱う | 両端部の合計長さが10ミリまで |
| ⑬のど厚不足(クレータ処理の不良を含む) | 表 | 1.5ミリまで | 両端部の合計長さが10ミリまで |
| ⑭クレータ割れ | 表 | 目で見える割れ | 長さが5ミリまで |
| ⑮端部の欠落 | ー | 目で見える欠落 | 両端部の合計長さが10ミリまで |
外観検査で合格するには
溶接の実技で詳しくは説明しますが、まずは上記の表に記載されていることにならないように日々練習が必要です。全く練習してない人が受かる程甘いものではないです。
僕の会社では初めて試験を受ける社員には、試験日の1週間前から1日8時間は時間を設けてあげています。
溶接が向いていない人でもこんだけの時間練習して僕の会社では落ちた人がいません。
しかしながら、落ちた人には必ず何か原因があります。
曲げ試験について
buro
曲げる位置でアンダーカット、ブローホールを作ると
折れる可能性!注意!!
曲げ試験は JIS Z3122 「突合せ試験の曲げ試験方法」によって行なう。図は溶接技術検定における薄板・中板曲げ試験片の採取位置を示す。曲げ試験方法は図のように試験片を中央に置き、雄型を押す方法で曲げる。
曲げ試験は、曲げられた外面に次の欠陥が認められた場合は、不合格となる。
ものづくり支援ツール引用
1. 3.0 mm を超える割れがある場合 2. 3.0 mm 以下の割れの合計長さが 7 mm を超える場合 3. ブローホールおよび割れの合計数が、10個を超える場合 4. アンダーカット、溶込み不良、スラグ巻き込み等が著しい場合
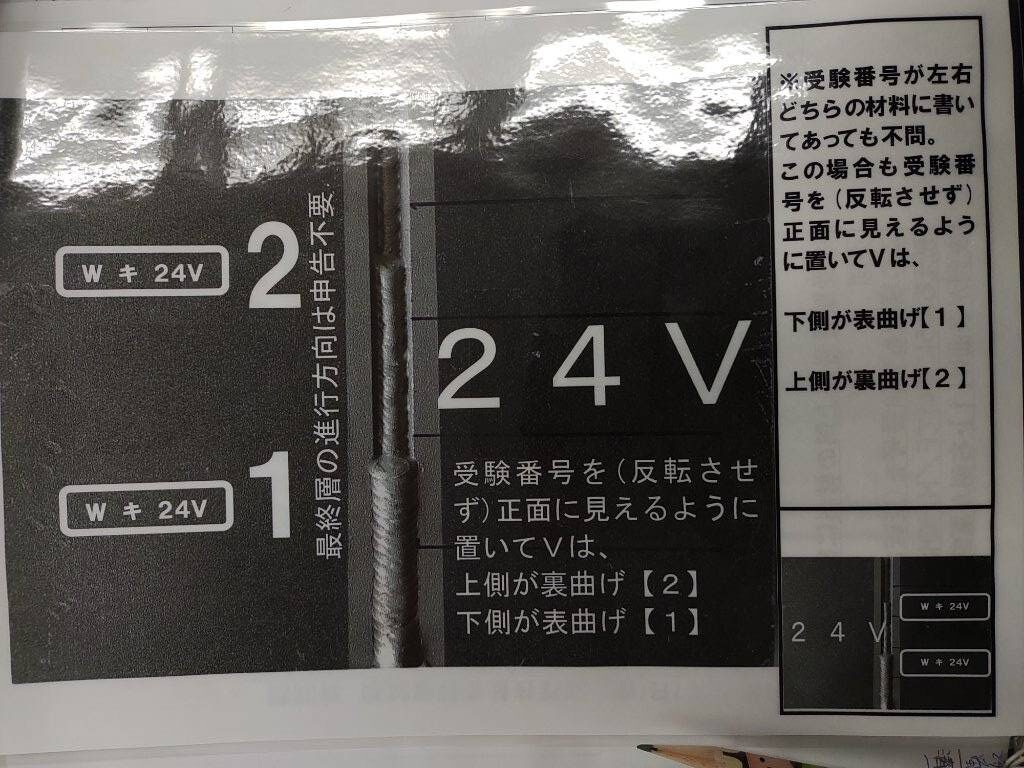
曲げ試験の採取位置
曲げの採取は受験番号の数字を見えるようにおいた状態にして、V(専門級の縦向き)は下側が表曲げ上側が裏曲げです。
曲げる部分の長さは40ミリとなります。
曲げ試験を合格するには
表曲げ
- 曲げ部分にアンダーカットを作らない
- 内部に欠陥を作らない
- 溶接材料をしっかりと溶け込ませる(溶け込みが浅いと曲げで折れる)
- 適切な電流電圧で行う。(安定した電気で行う)
裏曲げ
- 開先の先と裏あて金を確実に溶かす
- 適切な電流電圧で行う。(安定した電気で行う)特に1パス目は最低でも200Aは上げた方が良い
- 内部欠陥を作らない
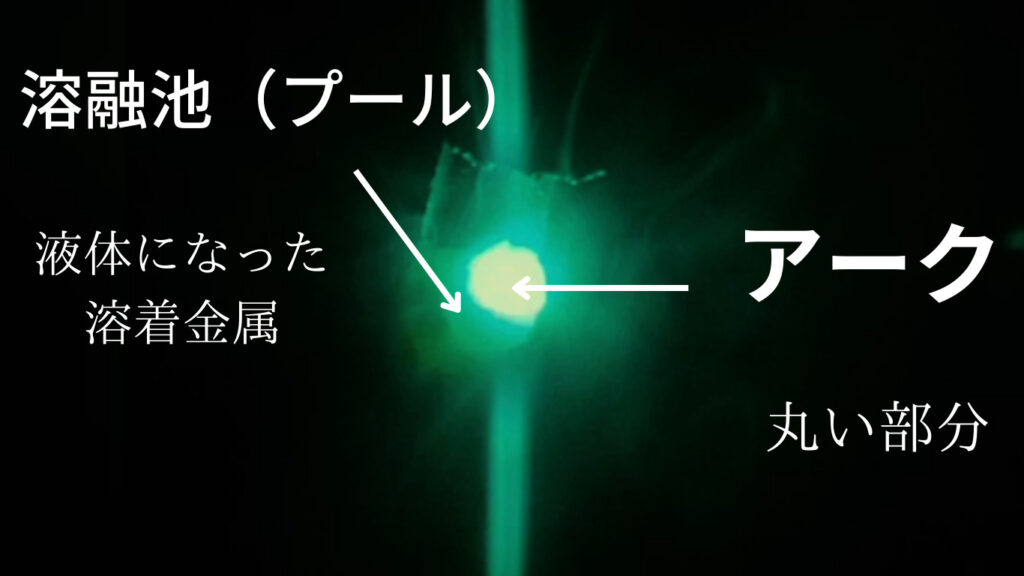
- プールをアークより先行させない(先行させると折れる)
プールの説明↓↓
内部欠陥のブローホールになる原因を知りたい方はこちらをクリック
以上です!
皆さんが受かる事応援してます!何かありましたらコメントください!( ^^) _旦~~


コメント