


どうも!溶接歴20年のブロです!
SA-2F(下向き)の資格は学科と実技があり、溶接技術を正確かつ安全に行うことができることを証明するもので、業界での信頼性が高く、スキルアップにつながります。
基本級は、初めて受ける方は溶接機の使い方からまず覚えなくてはいけないため、とても苦労しますよね!
そこで今回のテーマ
- 溶接初心者
- 上手く溶接出来ない
- 落ちてしまった人
上記の人のために、溶接の大会優勝経験ある僕が分かりやすく学科と、実技を合格するコツを画像、動画で解説します。
あなたの合格のためにお手伝い
させてください!!
この記事を読めばSA-2Fは合格できます!
実技のノウハウをすぐ知りたい方は目次からすぐ飛べます!
学科について
合格基準は60%以上とされています。学科試験は1〜7項目の中から主に出題されます。
項目を下記にまとめました!
- 溶接の一般知識
- 溶接機の構造と操作
- 鉄鋼材料と溶接材料
- 溶接施工
- ティグ溶接と組合せ溶接
- 溶接部の試験と検査
- 溶接作業の災害防止
JIS半自動溶接の手引(日本溶接協会出版委員会編)の演習問題から試験に出るので
教本の演習問題を全てやっておくと受かると思います!
この教本の問題集のみやれば受かります!
教科書の中身はまじまじ見なくてもオッケー👌
勉強熱心な方は見たほうが良いですけど、大抵は見たくないと思うので(笑)
合格率は80%超えるんじゃないでしょうか!
専門用語ばかりになりますが、ぶっちゃけそんなに難しい問題ではないです。
試験前日に、徹夜でとか聞いたことあります(笑)
保証はできませんが、1週間前から1時間くらいやっとけば受かるんじゃないですかね!
学科の問題は普段の仕事でも学べる
実際に入社してから試験を受けるまでの間に仕事をされると思いますが、JIS溶接技能者評価試験の学科にも出てくる問題の答えが仕事をしていると見つかります。
専門用語や、溶接で使用する道具の名前、検査にはどのような種類があるのか等を普段から積極的に覚えていくと学科試験に出る問題にも答えれる部分があるので、教科書に向かう時間が省けます!
溶接機の設定と開先加工
使用溶接ワイヤーはYGW-12 CO2 (低電流用)
SE-50Tを使用します!

それではLet’s try!!
まずは電源を入れます!

ダイヘンの溶接機なんですが皮手袋ハメたままスイッチ入れるの難しい(笑)ので素手で失礼!
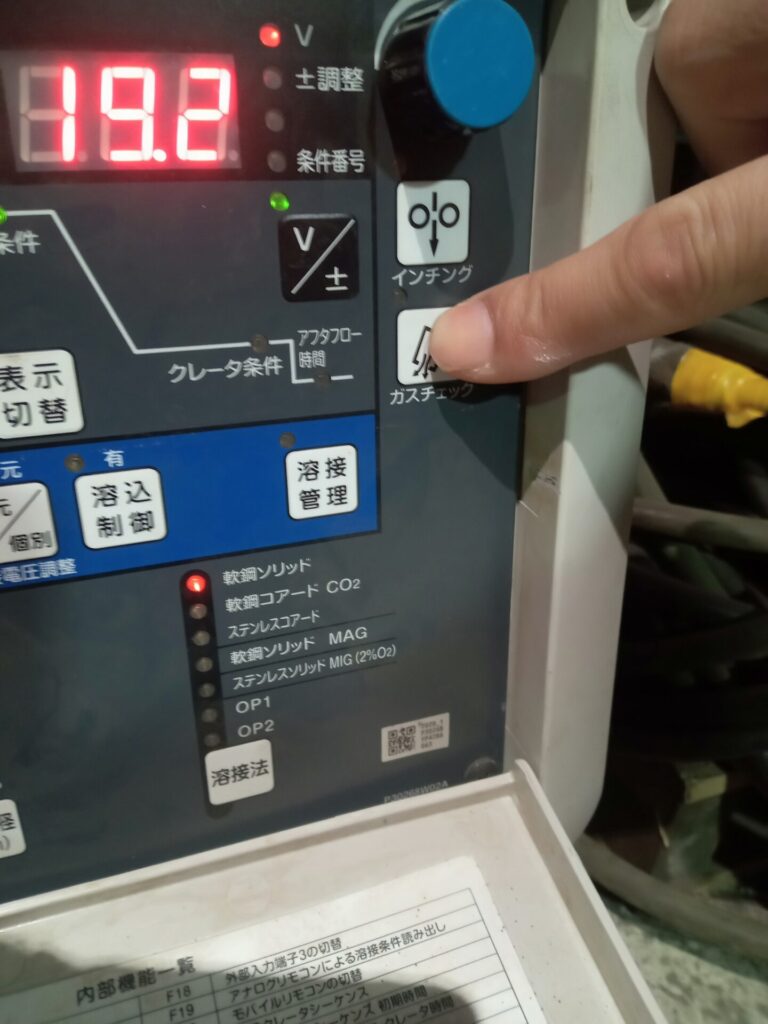
立ち上がったら炭酸ガスの元栓を開閉器で開け、ガスチェックボタンをポチッと押します!

次に炭酸ガスの流量を20l/minに合わせます!

次に溶接機の設定に移ります。
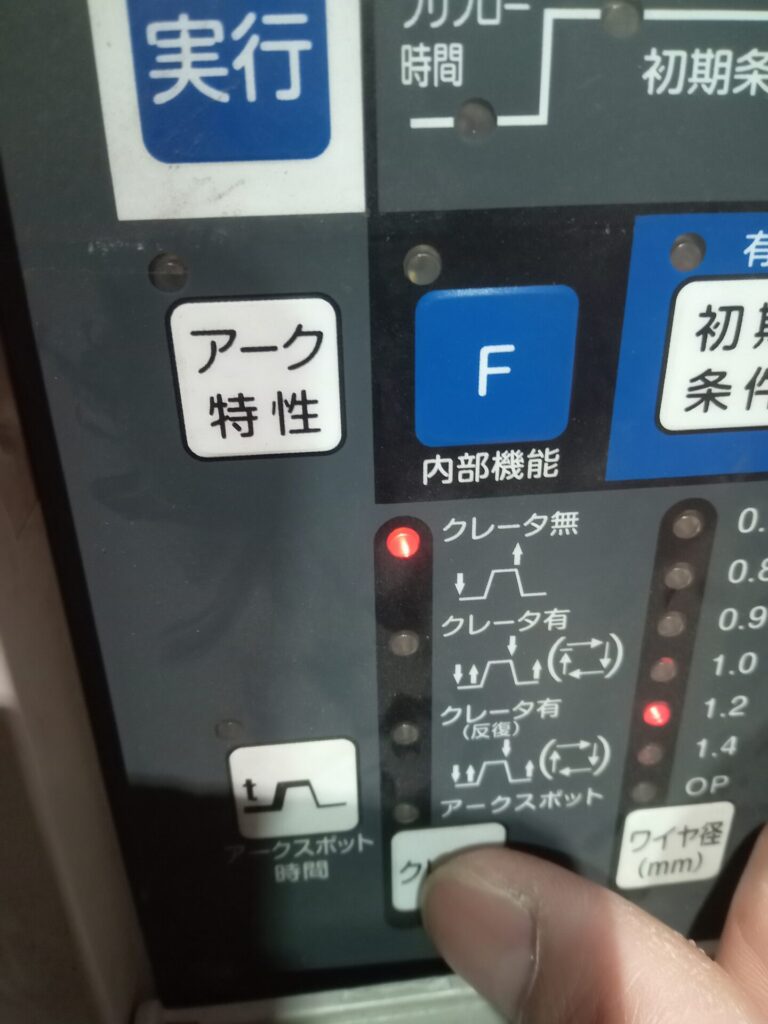
まずクレータ機能無しに合わせます!
クレータ無に赤く点灯していたら設定完了!クレータ有とか色々ありますが、初心者にはちょっと難しくなるので今回は無しにしときます!
次に設定に移ります!
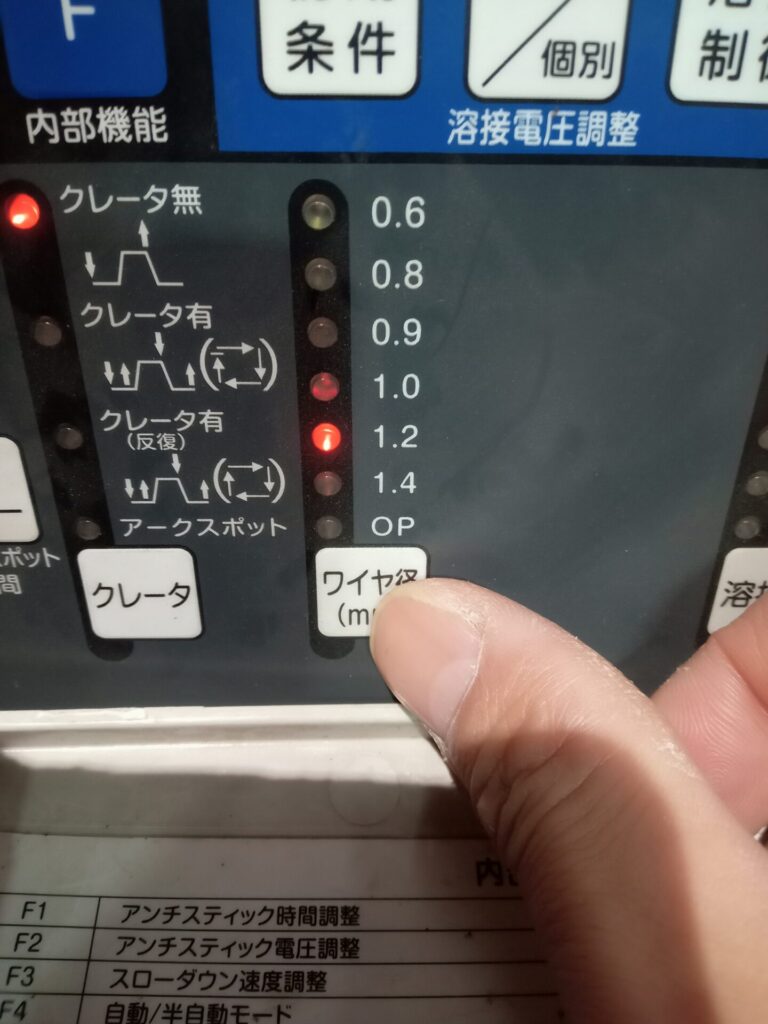
ワイヤー経は1.2ミリのワイヤーなんで1.2ミリに合わせます!ポチッと押して合わせます!
次の設定
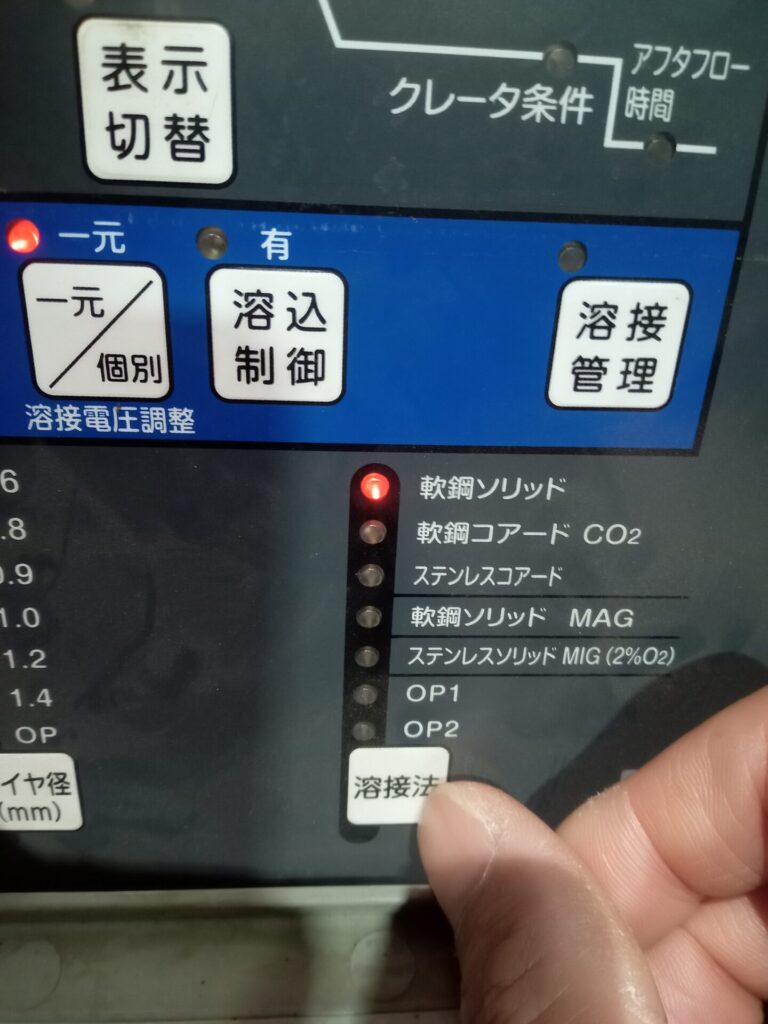
使用する溶接ワイヤーはソリッドワイヤーなので、軟鋼ソリッドに合わせます!
次の設定に移ります
溶接電圧調整の一元を選択。赤く点灯している状態が一元になってる状態です!
赤い部分が消えている状態が個別です。
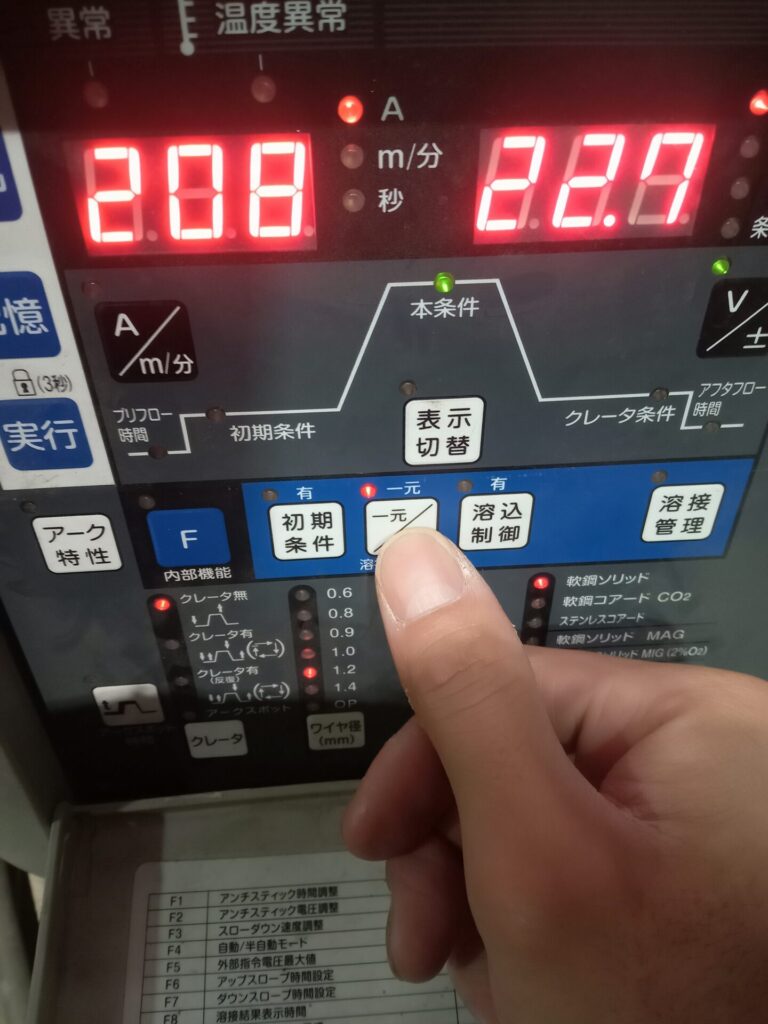
今回は電流ダイヤルを回すだけで機械的に電圧を自動調整してくれる一元で行います!
溶接機の設定はここまで!お疲れ様です(^o^)
次に材料を組立てするのに電流を合わして行きます!

電流を200A電圧を23Vにリモコンダイヤルを合わせて下さい!

この状態から電流ダイヤルだけ回し140Aに合わせます!

すると、電流200A電圧23Vに合わせてたものが電流140A、電圧20.9Vになりました!
これは一元機能のおかげです!
最初に200A、23Vに合わせたのはこの状態から電流を上げ下げしたら適正な数値になるからです!一元機能を理解してない人は是非参考にしてください!
ただし!電圧は使用状況により変わるのでこの合わせた電圧が高い場合は
23Vではなく22Vにしたり変えてみなくてはいけません
次に溶接材料を組み立てる準備ができたので仮付け溶接していくのに材料を用意します!

材料が用意できたらミルスケール(黒皮)を除去します!

次に開先加工をします!

ベベル角度は30度!
ベベル角度は板一枚の角度のことです!
次にルートフェイスを0〜1ミリ取ります!

ルートフェイス(ルート面)とは開先の先っちょを削ると出来る面のこと!
鉄ヤスリでガリガリします。あまり取ると裏曲げ折れるリスクが出てくるので取っても1ミリ!なんなら0ミリで良し!
ニ枚の板を1ミリ取ると溶接の最後の仕上げ幅がグンッと狭くなるから楽になります!
おさらいしましょう!
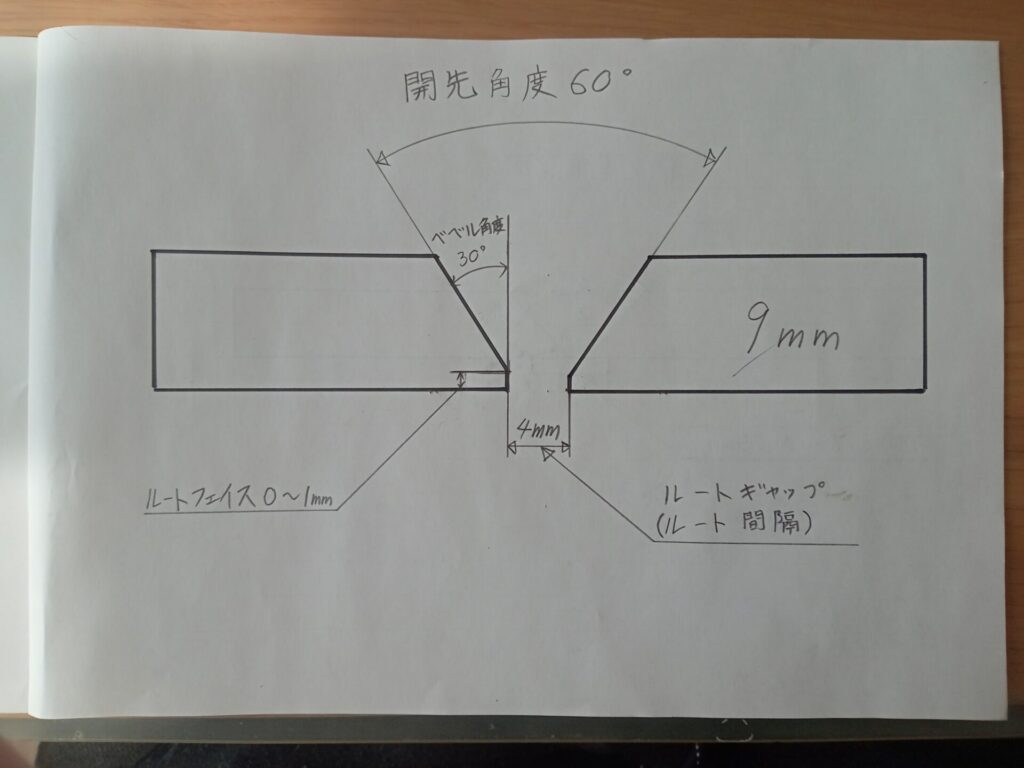
ルートギャップというまた専門用語が出てきましたね(笑)
簡単に言うと板と板の隙間!
会社に長く勤めて板の隙間って言ってたらはずかしいので覚えましょう!(笑)
組み立て(仮付け溶接)
次に組み立て(仮付け溶接)していきます!

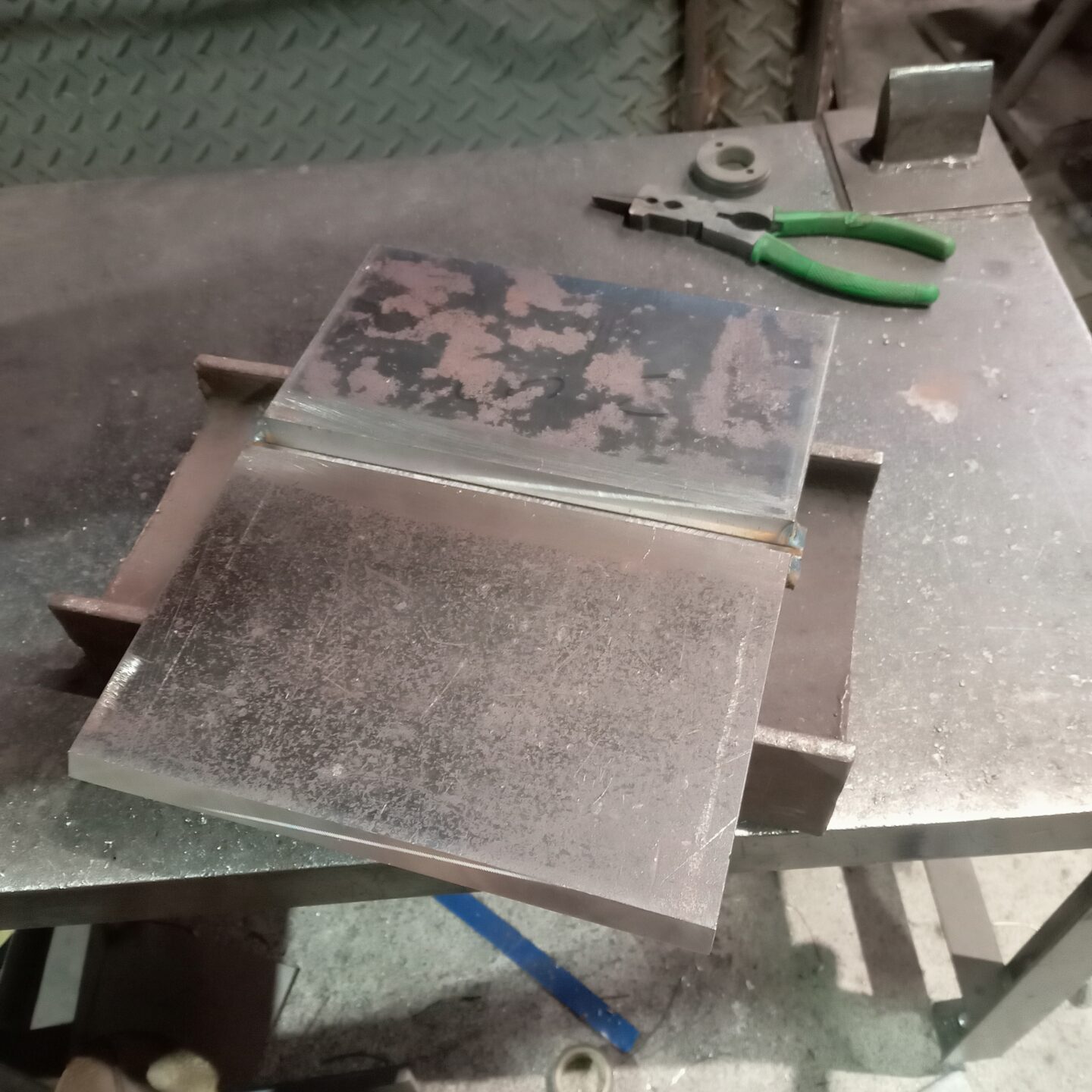
組み立てジグを用意します!
そこに裏当て金、平板ニ枚をセットし、ルートギャップが4ミリになるように挟めます!ちなみに挟めてるのは4ミリの溶接棒の被覆材を剥がして曲げたやつです!

セットが完了したら、合わせてある電流140Aで仮付け溶接していきます!
しっかり板と板の間狙わないと外れちゃうよ(汗)

反対側もこんな感じでやります!
次にひっくり返し裏側を仮付け溶接します!

両端15ミリ以内に仮付け溶接します。
15ミリ以上溶接すると駄目だしくらい外さないといけなくなるので注意!!
次にこのまま本溶接すると「くの字」に変形してしまうので、溶接後に板を真っ直ぐするには逆ひずみという方法を使います!
逆ひずみ
材料が曲がることを想定してあらかじめ溶接材料を曲げておく方法
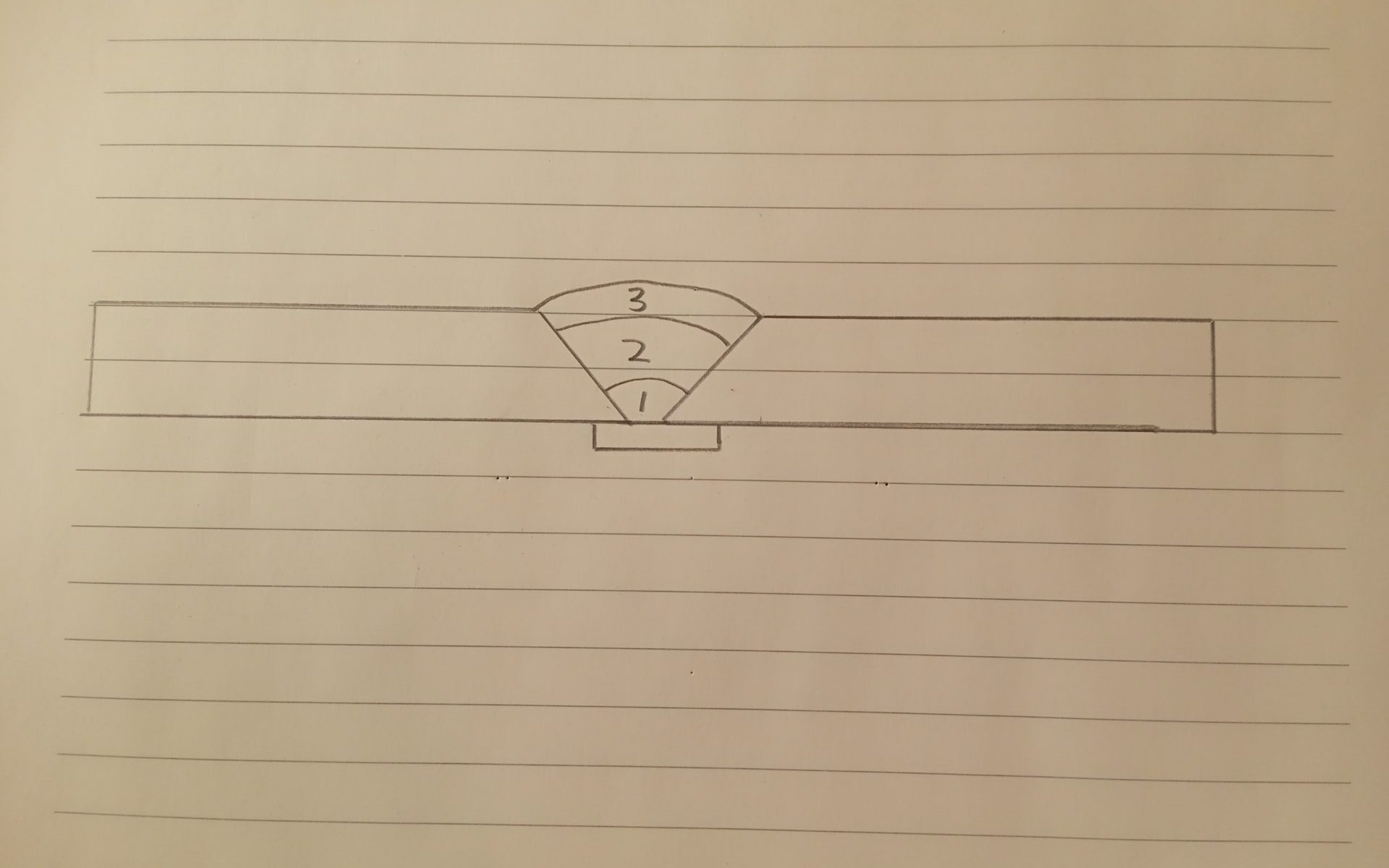
僕が行うやり方は3層でやるのでこれに適した逆ひずみは4度になります!

この型は4度に合わせてあらかじめ作ってある型です!
ピッタリ合わせます!
隙間ができていたら作業台にバコッとぶっ叩きます!そんな感じで合わせてください!
一番楽なのは、ジグに固定して仮付け溶接したときに4度になるジグを作れば楽になります!

このジグ見て下さい!両サイドに長ひょろいのついてるでしょ?
これ、2.6ミリの溶接棒なんです!これをつけることで大体4度になります!
溶接を始める前にチェック
始める前に半自動溶接の命!
送給力をチェックしましょう!送給力がゴミなどで詰まっていると電気が不安定になります!
簡単にチェックする方法はこちらをクリック!記事の後半にあります!
溶接材料に溶接する前にT字に組んだテストピースに隅肉溶接を試し出しして、電流電圧が適正か試してみましょう!

平板に出すより分かりやすいので隅肉溶接をしてみて安定するか試してみましょう!
安定するなら良しです!
実技の注意するべきポイント
- 電圧が高すぎるとパタパタして電気が不安定になる
- 電圧が低すぎると溶接が凸になり電気が不安定になる
✔ 電流とはワイヤーを送る早さ
✔ 電圧とはワイヤーを溶かす量
この中間に合わせる事がとても大事
電圧が低過ぎて電気が安定していない場合の溶接の動画↓↓
電圧が高すぎる場合の動画↓↓
参考にしてください!
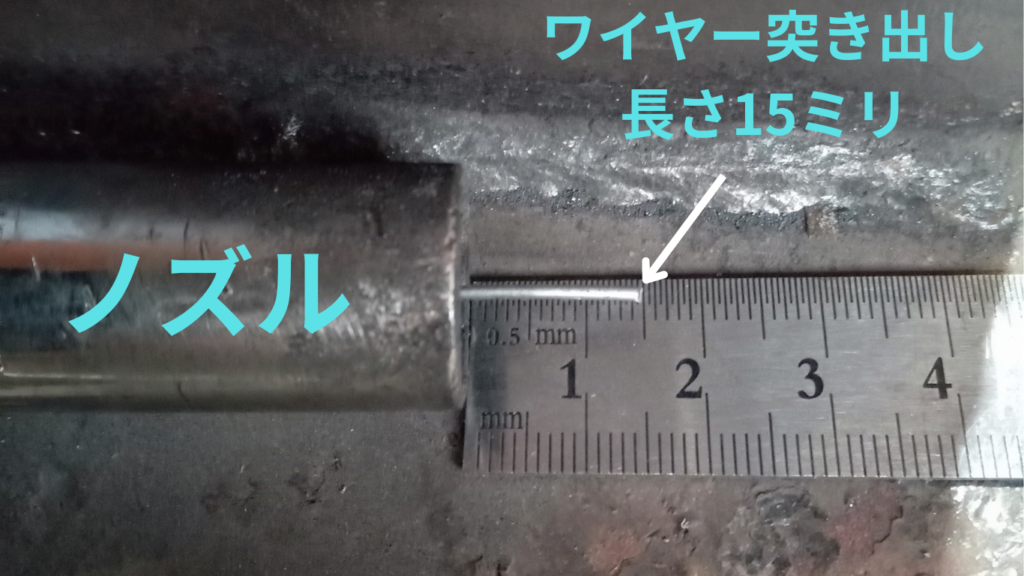
- ワイヤー突き出し長さは15〜20ミリをキープする
ワイヤ突き出し長さは短くし過ぎると余盛が暴れたりノズルの中にカスがたまりブローホール等の内部欠陥に繋がるので気をつけましょう!
ワイヤー突き出し長さが長すぎると電気が安定しなくなりガスも巻いてブローホールの原因になります。
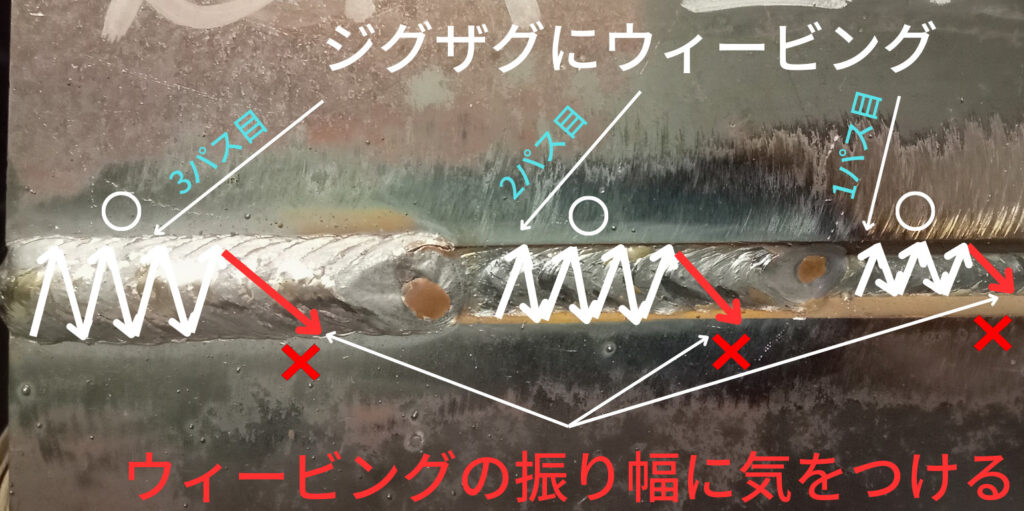
半自動溶接はとにかくアークできっちり狙いましょう!アーク部分で溶かすことができます。
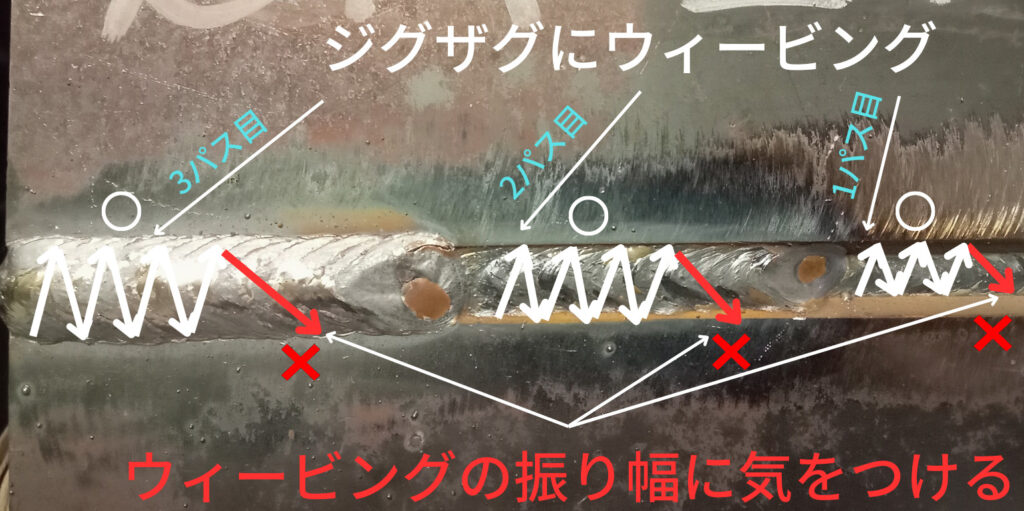
ストリンガー(ウィービングをしないで真っすぐ走る)ではなくジグザグにウィービングをしてアークを溶かしたい場所に当たるように行いましょう。
電流電圧と層数
| SA-2F | 電流 | 電圧 |
| 1パス目 | 200A | 23V |
| 2パス目 | 190A | 22.7V |
| 3パス目 | 180A | 22.5V |
それでは始めて行きましょう!
1パス目

リモコンの電流ダイヤルを回し200Aに合わせます!数A(アンペア)ずれても問題ナッシング!

作業台の上にこのようなH鋼を置いて、この上に溶接材料を置きます!
直接置くとスパッタや、ゴミの上に置いてやることになるのでオススメしません。
電気が安定しない原因になります。
右利きの人はこんな感じに置くとやりやすいかな!斜めに置く

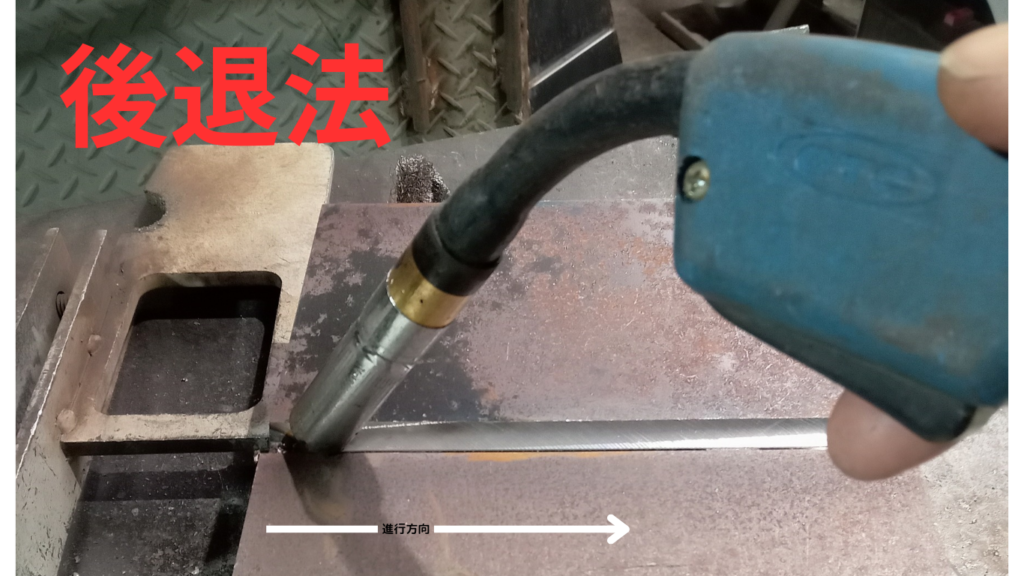
このような角度で右に進みます!
後退法は溶け込みが深くなり曲げに強くなるやり方です!
画像の角度で左に進む前進法でやると裏曲げ折れるので注意!!

ちょっと飛び出た裏当て金の部分からスタートしていきます!
やる前に注意事項!
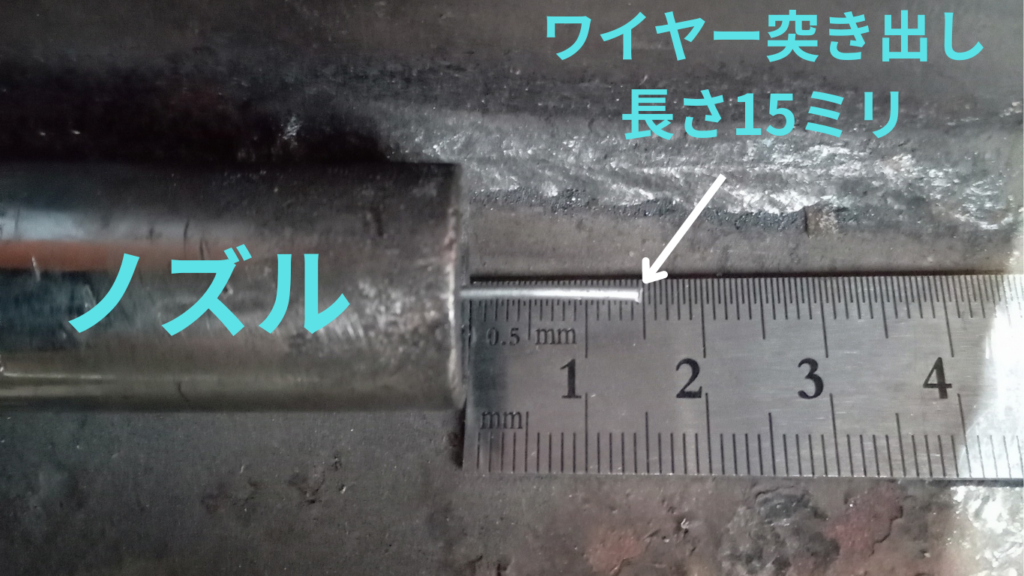
ワイヤー突き出し長さは15ミリをキープしよう!
ウィービングとはワイヤーを狙いたい場所に振ること
必ず溶接材料を見下ろせる位置でやって下さい!たまにイスが低くて肩も上がって物凄くやりづらい体勢でやっている人を見かけます!
プール(溶融池)がアーク(丸い部分)より先行しないようにしましょう!
プール(溶融池)とは溶接始めてワイヤーの後ろについてくる液体になった溶着金属のこと。
先行したまま溶接すると裏曲げ折れます!

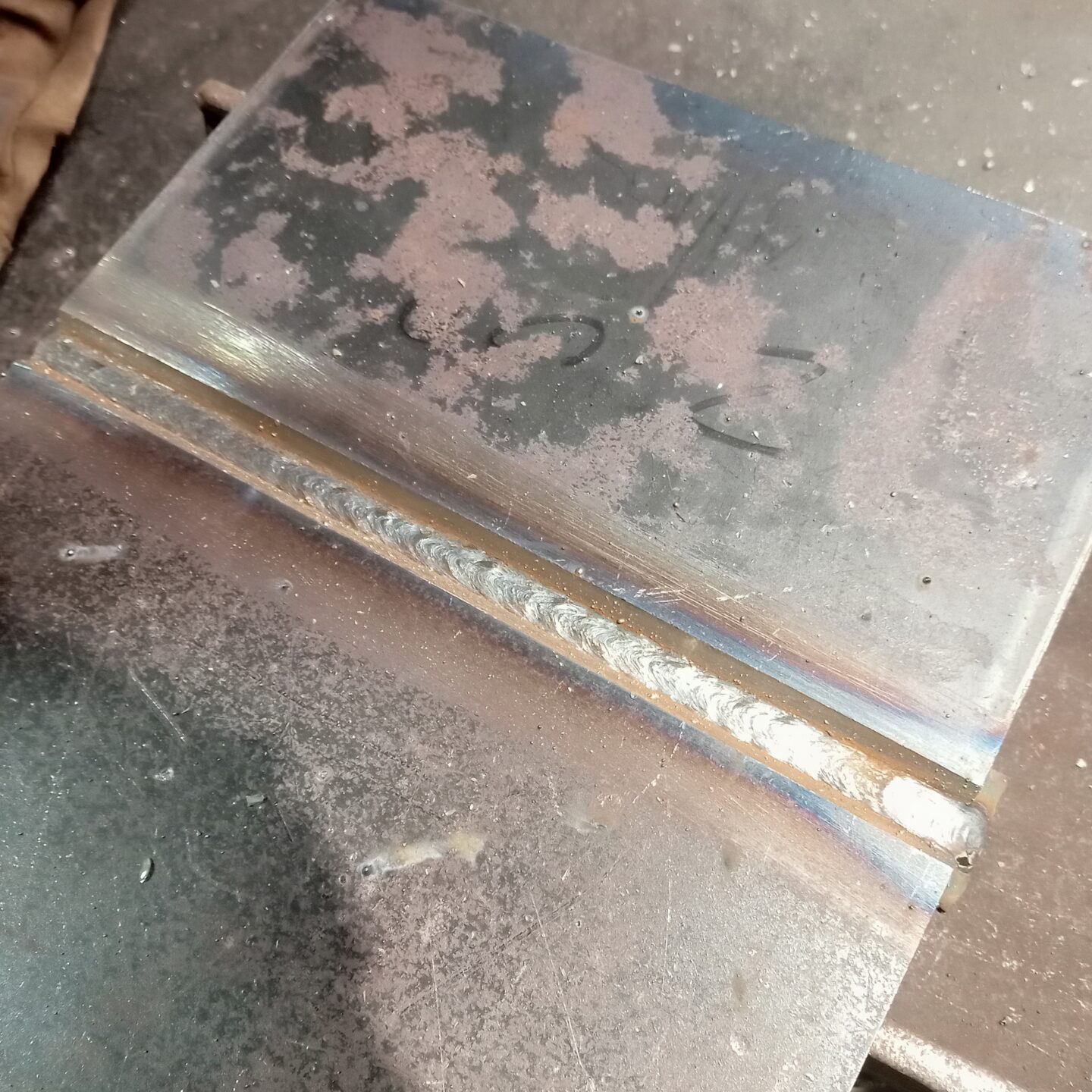
それではスタート!丸く見えるアーク部分で開先の先と裏当て金をしっかり溶かします!

3ミリくらい盛るのが理想です!
3ミリくらいになるまで練習しましょう!!
次にスラグを取ります!

ガリガリ、カンカン!力入れて!

ワイヤーブラシで磨いて綺麗にします!
この作業は内部欠陥をなくすため大事な作業です!
こんな感じに綺麗にしたら次は材料の向きを変えて一回目に最後にやめたクレータ部分からスタートします!

クレータ部分は引っ込みやすいので、クレータ部分からスタートすることで高さを均等に出来ます!
それでは2パス目行きましょう!
2パス目

リモコンの電流ダイヤルを回し約190Aに合わせます!

ノズルがこんなんなったらペンチで清掃しましょう!このままやったら孔開くかもよ!
時短を求めるならノズル2つ用意しておくと、新しいノズルと交換するだけだから早いです(^o^)

ワイヤー突き出し確認
ウィービング確認
後退法でアーク(丸い部分)でしっかり狙いしっかり溶かします!

この時、仕上げのために1〜2ミリ残さないと見えなくなるので注意して盛ります!
次にまたスラグを綺麗に取っていきます!

2回目は大分スラグが硬くなりますが、根気よく綺麗に撮ります!カンカンカン!

ワイヤーブラシでゴシゴシ!

こんな感じにできたら、またクレータ側からスタートするのにクルッと向きを変えます。

ついに最後の仕上げになります!
3パス目

リモコンの電流ダイヤルを回し約180Aに合わせます!
ワイヤー突き出し確認

ウィービング確認

くキレイに盛るコツはテンポよくウィービングすること!自分がメトロノームになりきりましょう(笑)
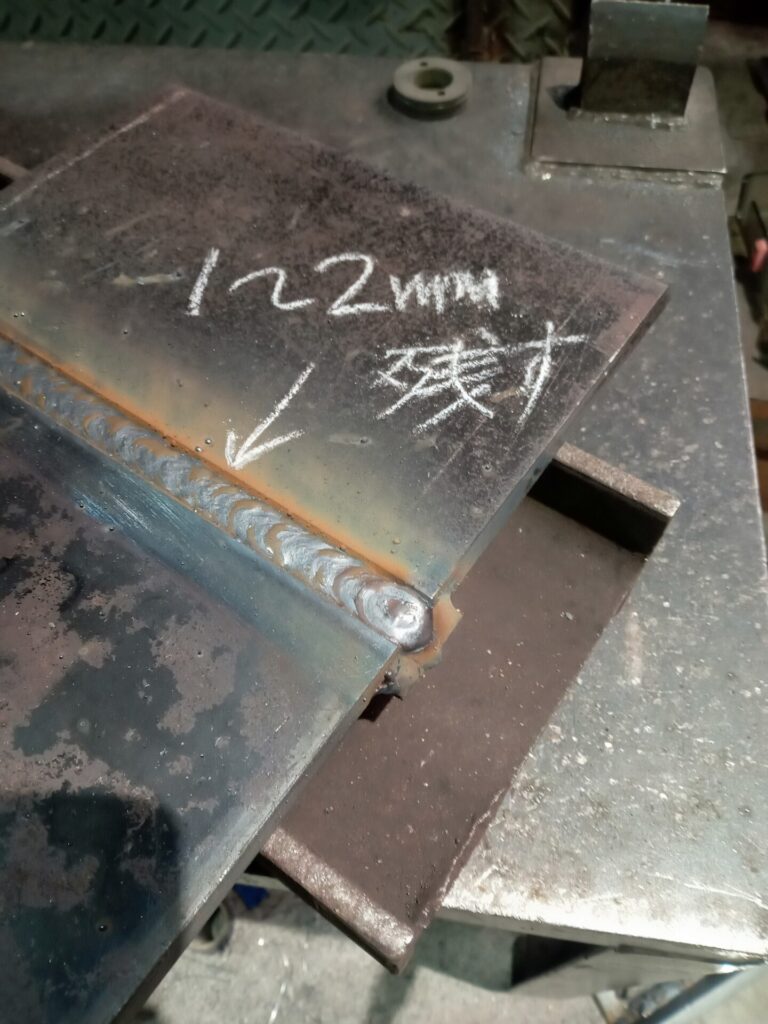
最終パスは表曲げがあるのでアンダーカットを作らないように端でしっかりとめます。
後退法で行います。後退法で行うことで(溶融池)プールの状態を確認しながらできるのでやりやすいです!
溶接する速度がつかめない人はついてくるプールが丸く同じ形でついてきてる状態が一定の速度でできている証拠です!
意識してみましょう!!

終わったらスパッタ、スラグを綺麗に落として完成!!
両端部の開先残存は不合格になるので注意!
実際にどのように僕がやっているのか見てみましょう!
YouTube動画
本番、本番前日までに気をつけること
- 本番時にアース、作業台のボルト部分がゆるんでいないか確認
- 本番時にチップ、ノズル、オリフィスは新しい物が付いているか確認、使い古した物がついていたら、交換する。
- 機械持ち込みの場合は前日までに送給力を確認すること、ガスホースに穴が開いてないか点検する。
学科のことから、実技のノウハウまで話していきましたが、学科は落ちたら恥ずかしいレベルですが、勉強しないと落ちます。落ちると自分の評価が下がるだけなので、しっかり勉強しましょう!
実技は動画を見ながら練習してみて下さい!組み立てから溶接終わるまで20分以内で終わらせる努力をしましょう!毎度ストップウォッチを使って練習すると良いでしょう!
頑張ってください!!
参考になった方、ブックマーク、シェアしてください!よろしくお願いいたします。

コメント